")























7 Design Tips for CNC Machining to Reduce Costs and Lead Times
In this design guide, we’ve listed basic & advanced design practices and tips to optimize part design for CNC machining to reduce costs and lead times.

How to Select Optimal Materials For CNC Machining Projects?
Selecting suitable materials for CNC (Computer Numerical Control) machining involves careful consideration of several factors to ensure the desired performance and functionality of the machined parts.
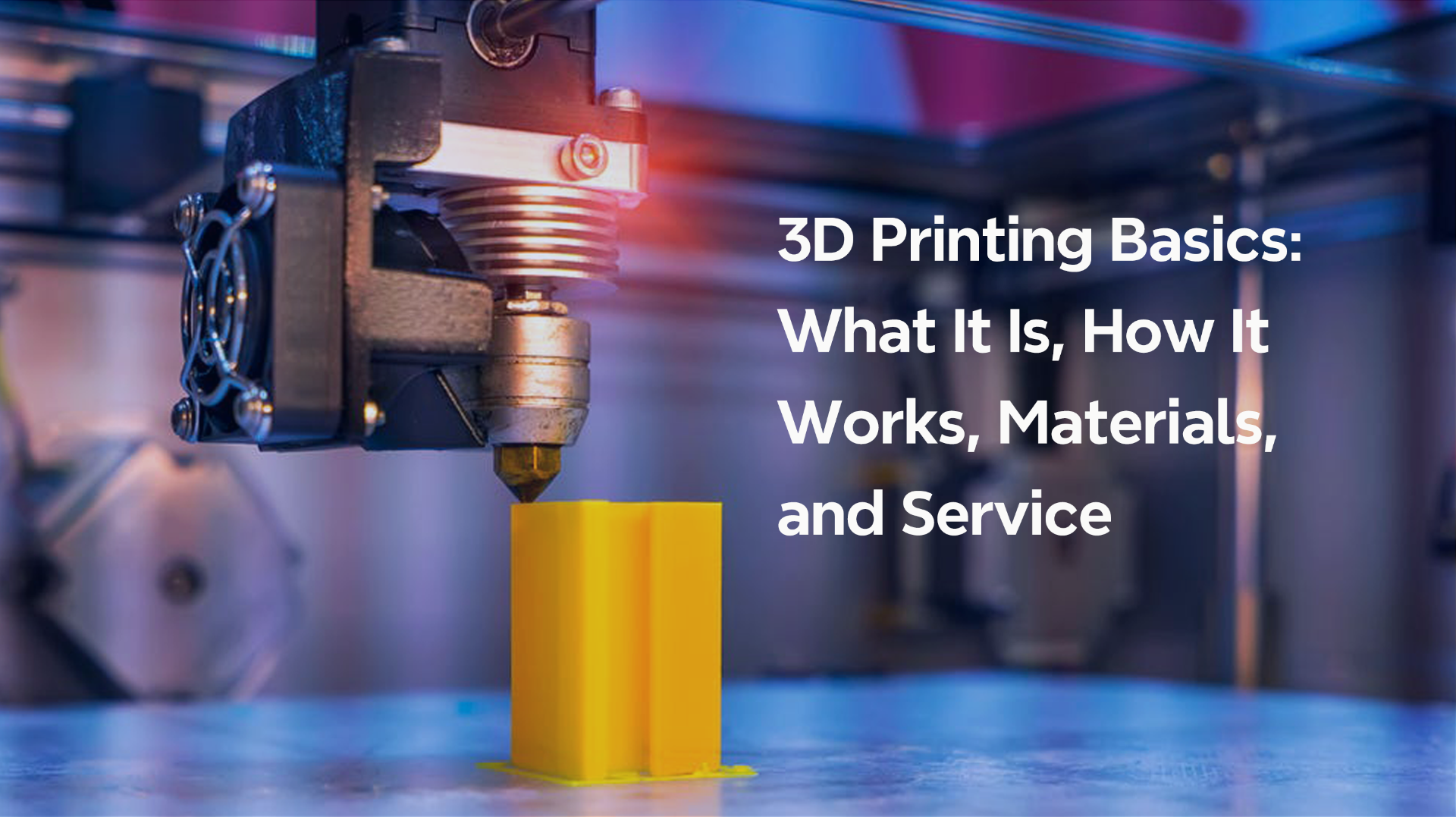
3D Printing Basics: What it is, Process, Materials, and Service
This article provided a summary of 3D printing technology including what it is, how it works, types of 3D printing technologies, and popular materials used in different 3D printing technologies.

How Much Does 3D Printing Service Cost
Understanding the factors influencing the cost of 3D printing services is vital for making informed decisions and optimizing expenses. In this article, we delve into the key determinants of 3D printing service costs and explore strategies for cost reduction.
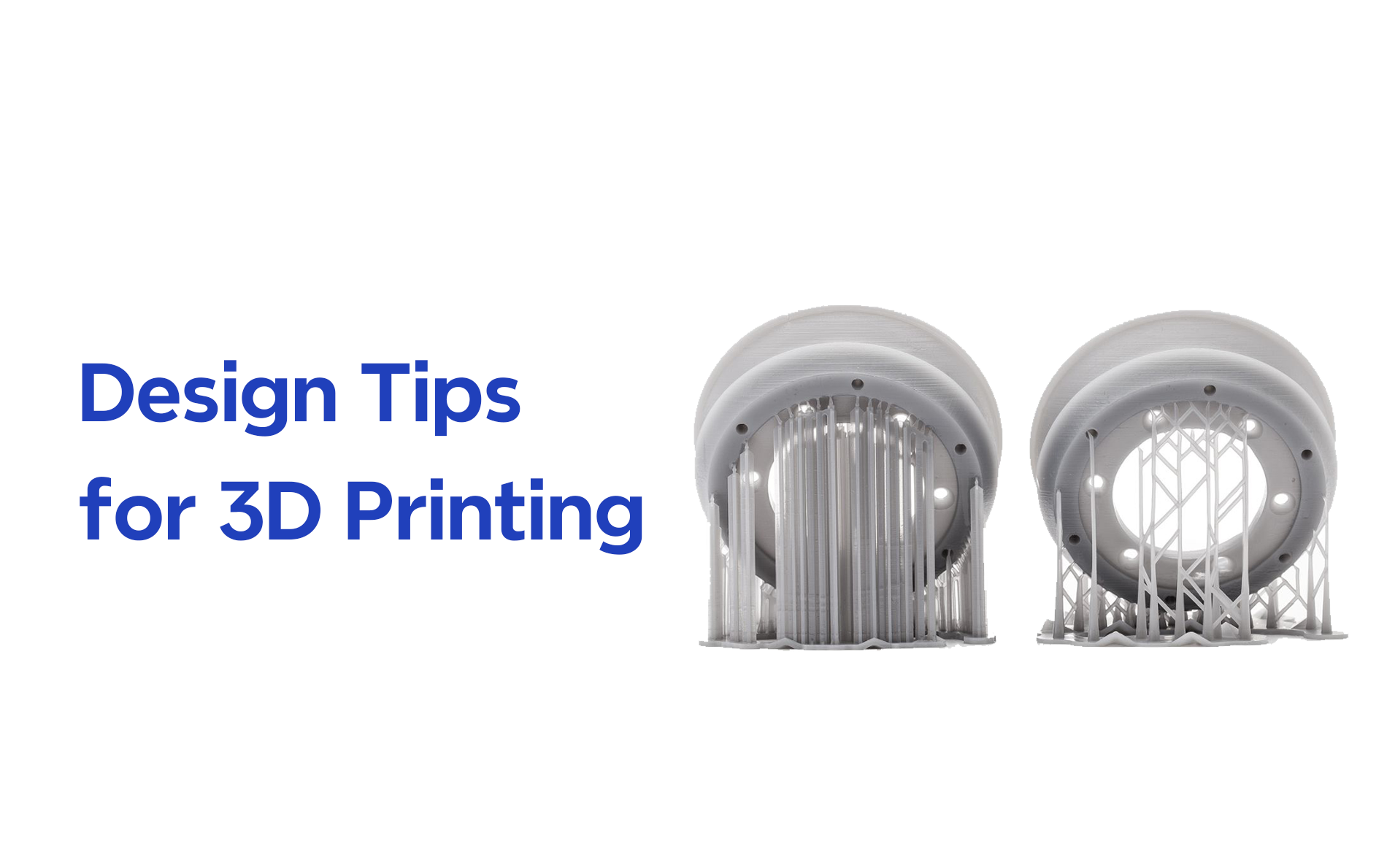
Design Tips for 3D Printing Project
These design tips for 3D printing collectively improve 3D printed parts quality and reduce material waste.
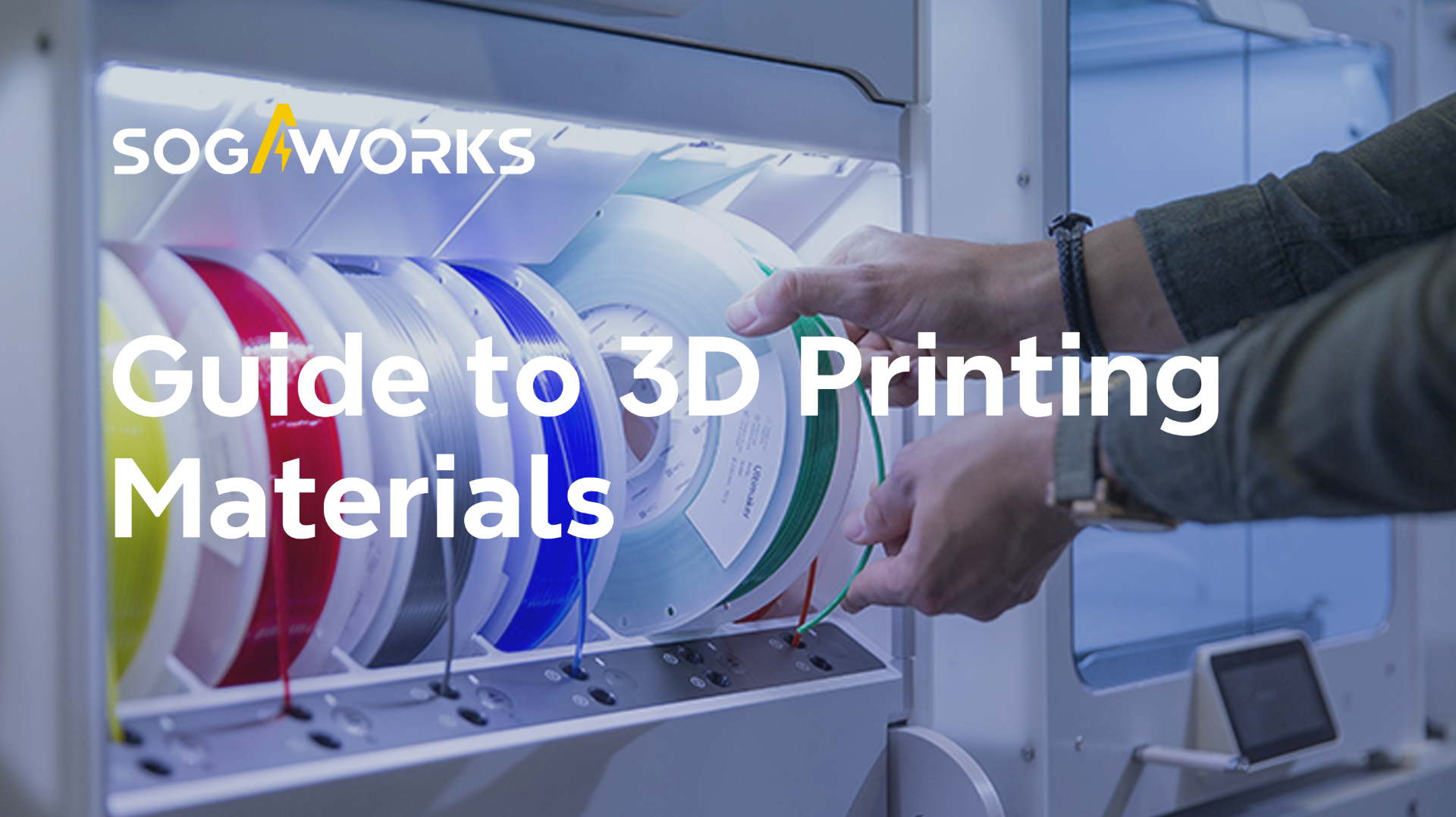
Guide to 3D Printing Materials
selecting the right material profoundly impacts the quality, functionality, and cost of the final product. This article delves into common 3D printing materials and the key factors to consider when choosing the right material.

Introduction of SLA 3D Printing
This comprehensive beginner’s guide will comprehensively introduce SLA 3D printing, including its processes, the materials that fuel its potential, its advantages and limitations.

How to Choose Surface Finish for CNC Machining Project?
This article will unlock the importance of surface finishes and list common types of surface finishes, bringing you closer to the heart of manufacturing’s artistry.