
Después de soldar una pieza de acero inoxidable, los ingenieros suelen limpiar la zona soldada con diversos agentes químicos, como ácido nítrico y pastas de decapado que contienen ácido fluorhídrico. Este proceso se conoce como pasivado. En este artículo se explica qué es la pasivación de soldaduras y cómo funciona.
¿Qué es la pasivación?
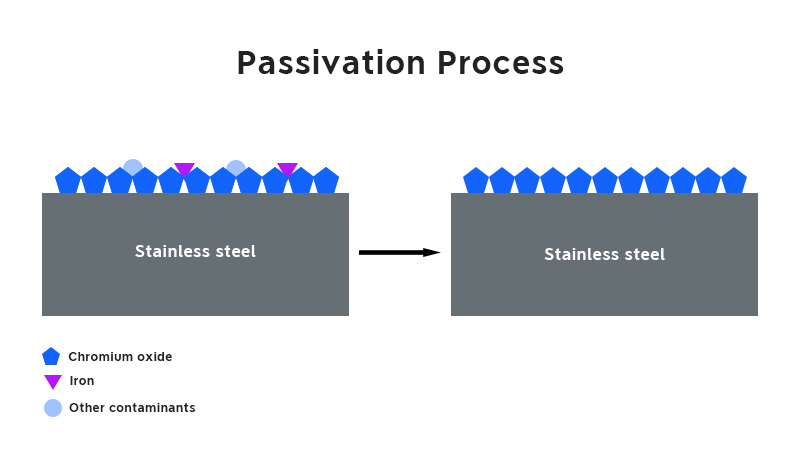
La pasivación es un proceso que utiliza un agente oxidante fuerte para crear una capa de óxido densa y protectora en la superficie de un metal. En acero inoxidableLa pasivación consiste en utilizar una solución ácida para eliminar el hierro superficial y otros contaminantes. Este tratamiento forma una capa más gruesa de óxido de cromo, que mejora enormemente la resistencia del acero inoxidable a la corrosión.
Historia de la pasivación
En el siglo XIX, el químico Christian Friedrich Schönbein descubrió los efectos de la pasivación en los metales. Sumergió hierro en ácido nítrico concentrado y lo comparó con hierro que no había sido tratado. El hierro tratado prácticamente no reaccionaba químicamente en comparación con el hierro sin tratar.
A medida que se popularizaban la soldadura y la pasivación del acero inoxidable, se hicieron más evidentes las repercusiones medioambientales y de seguridad del uso del ácido nítrico.19 A principios del siglo XX, una empresa cervecera alemana descubrió que el ácido cítrico era una alternativa más segura y no tóxica a la pasivación. En 1990, el ácido cítrico había sustituido en grandes cantidades al ácido nítrico en muchas aplicaciones. Hoy en día, ambos ácidos se utilizan en los procesos modernos de pasivación.
Qué hace la pasivación de soldaduras?
El acero inoxidable se compone principalmente de hierro, cromo y níquel. El cromo proporciona su resistencia a la corrosión: cuando el cromo se expone al oxígeno, forma una fina capa de óxido de cromo en la superficie del acero inoxidable, protegiendo el hierro subyacente de la oxidación. Sin embargo, durante la soldadura, el calentamiento localizado puede dañar esta capa protectora de óxido, haciendo que la zona soldada sea más susceptible a la contaminación. Sin pasivación, los contaminantes ambientales, como los cloruros, pueden reaccionar con el hierro expuesto en la superficie e iniciar la corrosión. Una vez iniciada, la corrosión puede extenderse por la zona de soldadura y afectar a todo el componente.
Pasivación ayuda a ralentizar o prevenir la corrosión de 2 maneras. En primer lugar, permite que el hierro y los óxidos de hierro se disuelvan más fácilmente que el cromo y sus óxidos; este proceso elimina la capa rica en hierro y aumenta la concentración de cromo en la superficie. En segundo lugar, la pasivación mejora el proceso de oxidación del cromo para formar una capa de óxido inerte más gruesa, que protege el metal subyacente de los contaminantes ambientales.
Tras la fabricación y la soldadura, la pasivación es el siguiente paso crítico para las piezas de acero inoxidable. Las principales ventajas del pasivado de soldaduras son:
- Eliminación de contaminantes de la superficie de soldadura
- Prolongación de la vida útil de la soldadura y de todo el componente
- Forma una barrera química protectora contra el óxido y la corrosión
Métodos de pasivación de soldaduras
La pasivación de soldaduras puede dividirse en varios tipos según sus operaciones.
Pasta de encurtir
La pasta de pasivación de decapado es un líquido viscoso (gel), que se compone principalmente de ácido nítrico, ácido fluorhídrico, inhibidor de la corrosión, espesante, etc. en una determinada proporción. Se aplica al cordón de soldadura y se lava después de unos 30 a 60 minutos.

El lavado de la pasta es especialmente difícil, ya que las aguas residuales resultantes son muy contaminantes y no pueden tirarse directamente por el desagüe. En su lugar, las aguas residuales deben recogerse cuidadosamente y llevarse a una instalación de eliminación. A lo largo de los años, los efectos nocivos de la pasta de decapado han atraído cada vez más la atención de las autoridades de seguridad laboral, lo que ha dado lugar a normativas más estrictas en torno a su uso. Aunque la pasta de decapado crea un cordón de soldadura resistente a la corrosión, deja un aspecto mate en las zonas tratadas, lo que a menudo requiere un proceso de pulido adicional, que añade tiempo al proceso. Aunque el uso de la pasta de decapado está muy extendido, prevemos que las alternativas modernas y más seguras, como la limpieza electroquímica de soldaduras, irán ganando protagonismo, un cambio que beneficia tanto a la salud humana como al medio ambiente.
Decapado por inmersión y pulverización
El decapado por inmersión y la pasivación implican sumergir toda la pieza en un baño con líquido decapante. Las piezas adquieren una superficie decapada homogénea tanto en el interior como en el exterior. Dado que los artículos se sumergen por completo, este método es muy eficaz con tubos y piezas de trabajo con zonas estrechas y esquinas de difícil acceso manual.

El decapado por pulverización es ventajoso para piezas muy grandes, ya que el líquido decapante se pulveriza sobre la superficie y se enjuaga, normalmente al cabo de 30-60 minutos. Debido a las leyes medioambientales y los requisitos de seguridad, el decapado por pulverización lo realizan profesionales que recogen y eliminan los ácidos y las aguas residuales.
El decapado por pulverización suele utilizarse si el artículo es demasiado grande para el decapado por inmersión. También puede realizarse con una planta de decapado móvil, en la que un profesional decapará el artículo in situ si es demasiado complicado trasladarlo.
Pasivado electroquímico de soldaduras
La limpieza y pasivación electroquímica de soldaduras es un método muy eficaz para eliminar los óxidos de las soldaduras de acero inoxidable. El método combina ácidos a base de fósforo y electricidad en un proceso que da como resultado una limpieza y pasivación instantáneas.
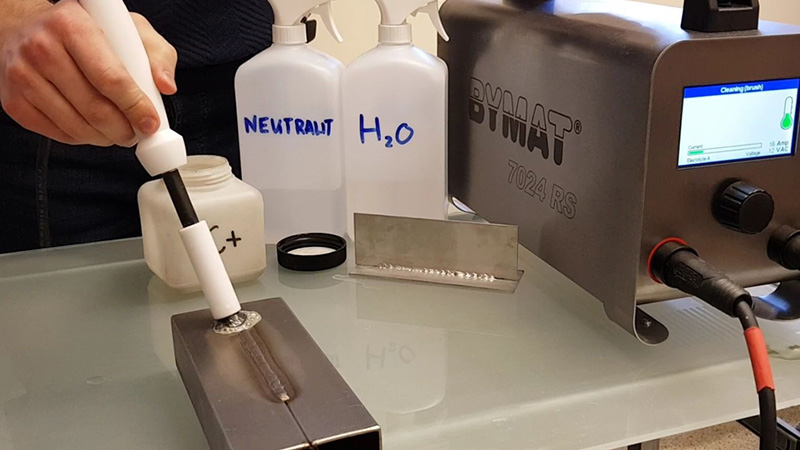
Los ácidos fosfóricos no son tóxicos y se pueden encontrar en bebidas gaseosas y artículos de limpieza domésticos comunes, y no son ni remotamente tan perjudiciales como la pasta de decapado. No es necesario limpiar la superficie con agua, por lo que el proceso es mucho más sencillo y se evitan los problemas de eliminación de aguas residuales.
Proceso de pasivado de soldaduras
Tomando como ejemplo la pasivación de la soldadura del acero inoxidable 304, los principales pasos de la operación son:
1. Tratamiento previo
Antes del tratamiento de decapado y pasivado, la superficie del acero inoxidable 304 necesita un tratamiento previo. Los métodos de pretratamiento incluyen el desengrasado y la limpieza, etc., y el propósito es eliminar la grasa residual y los contaminantes de la superficie.
2. Pasivación
Ponga el acero inoxidable 304 en el decapante y sumérjalo. El agente decapante disolverá la cascarilla de óxido superficial y el punto de soldadura. El tiempo de decapado debe determinarse en función de la situación real, generalmente se controla entre 5 y 30 minutos.
O bien, aplique pasta de pasivación a la soldadura y déjela reposar entre 15 y 60 minutos;
3. Neutralización
Utilice una solución alcalina para neutralizar el líquido de pasivación ácido que queda en la superficie para evitar la corrosión causada por los residuos ácidos y el daño de la película de pasivación. Para piezas con estructuras complejas, como costuras finas, puede utilizarse hidróxido sódico 5% para la neutralización.
4. Secado
Según las condiciones, utilice métodos como el frotado o el soplado para secar las piezas.
Cuándo considerar el pasivado de soldaduras
Después de soldar, cortar Mecanizado CNC Una vez finalizadas las operaciones, puede comenzar el proceso de pasivado. El acero inoxidable es inherentemente resistente a la corrosión y al óxido, pero varios procesos diferentes pueden introducir contaminantes potenciales que inhibirán la formación de la capa de óxido protectora durante el proceso de fabricación. Este es el momento de introducir la pasivación para mejorar la resistencia a la corrosión de la zona soldada.
Algunos de los factores que pueden inhibir la formación de la película de óxido y reducir la resistencia a la corrosión de las piezas de acero inoxidable son:
- Materias extrañas como suciedad, polvo, aceite, virutas y materiales de revestimiento.
- Se añaden diferentes sulfuros al acero inoxidable para hacerlo más apto para la maquinaria.
- Las virutas de hierro pueden incrustarse en el acero inoxidable procedentes de cuchillas, discos y otras herramientas de corte durante el proceso de corte.
Si las piezas de acero inoxidable están pintadas o recubiertas de polvo, la pasivación no es necesaria.
Pruebas de calidad del pasivado de soldaduras
Existen varios métodos para comprobar la eficacia de la pasivación, pero es importante tener en cuenta que no todos los métodos son adecuados para todos los tipos de acero inoxidable. En las normas ASTM International se describen varios métodos de ensayo:
- ASTM A380: Esta norma describe las mejores prácticas para la limpieza, desincrustación y pasivado de piezas, equipos y sistemas de acero inoxidable.
- ASTM A967: Esta norma detalla los métodos de ensayo de pasivación y los criterios de aceptación, así como los procedimientos para garantizar una pasivación eficaz.
- Prueba de inmersión en agua: En esta prueba, el componente pasivado se sumerge en agua destilada para detectar impurezas, como hierro libre, en la superficie del ánodo.
- Ensayo de niebla salina: Este ensayo evalúa la resistencia a la corrosión del acero inoxidable colocando la probeta en una cámara de niebla salina llena de solución de cloruro sódico (NaCl) 5% a una temperatura de 95°F.
- Prueba de alta humedad: Esta prueba requiere un equipo de laboratorio especializado, incluyendo una cámara de humedad mantenida a 97% (±3%) de humedad y una temperatura de 100°F (±5°F) durante un mínimo de 24 horas. La pieza de prueba debe sumergirse en acetona o metanol y luego secarse en una atmósfera inerte o en un recipiente deshidratante.
- Prueba del punto azul: Preparar una solución mezclando 1 gramo de ferrocianuro potásico (K₃Fe(CN)₆) con 3 ml de ácido nítrico (65%-85%) y 100 ml de agua (preferiblemente preparada in situ). Sumerja papel de filtro en esta solución y aplíquelo a la superficie que se va a analizar, o deje caer la solución directamente sobre la superficie. Observe el estado de la superficie al cabo de 30 segundos; si no aparece ningún precipitado azul, el tratamiento se considera satisfactorio. Aclare la solución de prueba después de la evaluación.
Conclusión
La pasivación de soldaduras es un proceso esencial que se utiliza para mejorar la resistencia a la corrosión del acero inoxidable tras la soldadura, y este proceso garantiza su longevidad y fiabilidad en diversas aplicaciones. A medida que evolucionan las normas del sector, cada vez son más populares las alternativas más seguras, como la limpieza electroquímica, que ofrecen opciones respetuosas con el medio ambiente en comparación con los métodos tradicionales de decapado.



