Nach dem Schweißen eines Teils aus rostfreiem Stahl reinigen Ingenieure den geschweißten Bereich in der Regel mit verschiedenen chemischen Mitteln, darunter Salpetersäure und Beizpasten, die Flusssäure enthalten. Dieser Vorgang wird als Passivierung bezeichnet. In diesem Artikel wird erörtert, was eine Schweißpassivierung ist und wie sie funktioniert.
Was ist Passivierung?
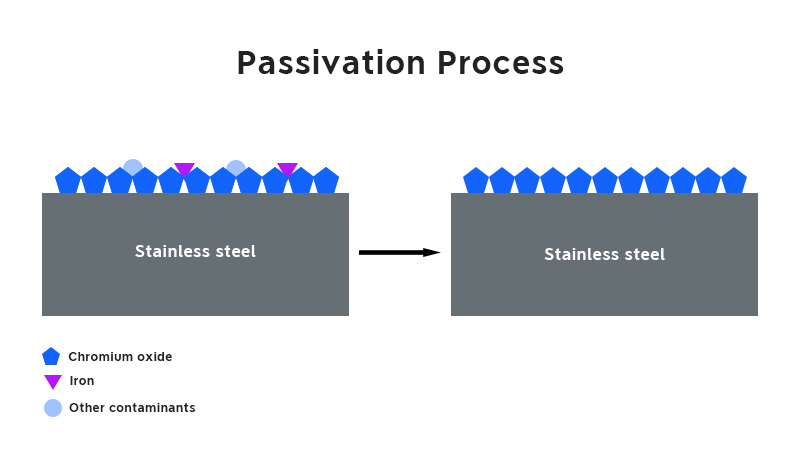
Die Passivierung ist ein Verfahren, bei dem ein starkes Oxidationsmittel verwendet wird, um eine dichte, schützende Oxidschicht auf der Oberfläche eines Metalls zu erzeugen. Unter rostfreier StahlBei der Passivierung wird eine saure Lösung verwendet, um Eisen und andere Verunreinigungen von der Oberfläche zu entfernen. Durch diese Behandlung bildet sich eine dickere Chromoxidschicht, die die Korrosionsbeständigkeit des nichtrostenden Stahls erheblich verbessert.
Geschichte der Passivierung
In den 1800er Jahren hat der Chemiker Christian Friedrich Schönbein entdeckte die Auswirkungen der Passivierung auf Metalle. Er tauchte Eisen in konzentrierte Salpetersäure und verglich es mit Eisen, das nicht behandelt worden war. Das behandelte Eisen war im Vergleich zum unbehandelten Eisen praktisch chemisch unreaktiv.
Als das Schweißen und die Passivierung von rostfreiem Stahl immer beliebter wurden, wurden die Auswirkungen der Verwendung von Salpetersäure auf die Umwelt und die Sicherheit immer deutlicher.19 In den frühen 1900er Jahren entdeckte ein deutsches Brauereiunternehmen, dass Zitronensäure eine sicherere, ungiftige Alternative zur Passivierung darstellt. Im Jahr 1990 hatte die Zitronensäure die Salpetersäure in vielen Anwendungen in großen Mengen ersetzt. Heute werden beide Säuren in modernen Passivierungsverfahren verwendet.
Was bewirkt die Schweißnahtpassivierung?
Rostfreier Stahl besteht hauptsächlich aus Eisen, Chrom und Nickel. Chrom sorgt für seine Korrosionsbeständigkeit: Wenn Chrom Sauerstoff ausgesetzt wird, bildet es eine dünne Chromoxidschicht auf der Oberfläche des Edelstahls, die das darunter liegende Eisen vor Rost schützt. Beim Schweißen kann diese schützende Oxidschicht jedoch durch örtliche Erhitzung beschädigt werden, wodurch die Schweißstelle anfälliger für Verunreinigungen wird. Ohne Passivierung können Verunreinigungen aus der Umgebung, wie z. B. Chloride, mit dem freiliegenden Eisen auf der Oberfläche reagieren und Korrosion auslösen. Wenn die Korrosion erst einmal begonnen hat, kann sie sich durch den Schweißbereich hindurch und auf das gesamte Bauteil ausbreiten.
Passivierung trägt auf 2 Arten zur Verlangsamung oder Verhinderung von Korrosion bei. Erstens können sich Eisen und Eisenoxide leichter auflösen als Chrom und seine Oxide; durch diesen Prozess wird die eisenhaltige Schicht entfernt und die Chromkonzentration an der Oberfläche erhöht. Zweitens verstärkt die Passivierung den Oxidationsprozess des Chroms, so dass sich eine dickere, inerte Oxidschicht bildet, die das darunter liegende Metall vor Umweltverschmutzungen schützt.
Nach der Herstellung und dem Schweißen ist die Passivierung der nächste kritische Schritt für Teile aus rostfreiem Stahl. Zu den wichtigsten Vorteilen der Schweißpassivierung gehören:
- Entfernen von Verunreinigungen von der Schweißoberfläche
- Verlängerung der Lebensdauer sowohl der Schweißnaht als auch des gesamten Bauteils
- Bildung einer chemischen Schutzbarriere gegen Rost und Korrosion
Passivierungsverfahren für Schweißnähte
Die Passivierung von Schweißnähten kann je nach Verfahren in verschiedene Typen unterteilt werden.
Beizpaste
Beizpassivierungspaste ist eine viskose Flüssigkeit (Gel), die hauptsächlich aus Salpetersäure, Flusssäure, Korrosionsinhibitor, Verdickungsmittel usw. in einem bestimmten Verhältnis besteht. Sie wird auf die Schweißnaht aufgetragen und nach etwa 30 bis 60 Minuten abgewaschen.

Das Abwaschen der Paste stellt eine besondere Herausforderung dar, da das dabei entstehende Abwasser sehr umweltschädlich ist und nicht direkt in den Abfluss gespült werden kann. Stattdessen müssen die Abwässer sorgfältig aufgefangen und zu einer Entsorgungseinrichtung gebracht werden. Im Laufe der Jahre haben die schädlichen Auswirkungen von Beizpaste zunehmend die Aufmerksamkeit der Arbeitsschutzbehörden auf sich gezogen und zu strengeren Vorschriften für ihre Verwendung geführt. Beizpaste sorgt zwar für eine korrosionsbeständige Schweißnaht, hinterlässt aber auf den behandelten Flächen ein mattes Aussehen, so dass oft ein zusätzlicher Poliervorgang erforderlich ist, der den Prozess verlängert. Obwohl Beizpaste weit verbreitet ist, gehen wir davon aus, dass moderne, sicherere Alternativen, wie die elektrochemische Schweißnahtreinigung, an Bedeutung gewinnen werden - ein Wandel, der sowohl der menschlichen Gesundheit als auch der Umwelt zugute kommt.
Tauchen und Sprühbeizen
Beim Tauchbeizen und Passivieren wird das gesamte Stück in ein Bad mit Beizflüssigkeit getaucht. Die Teile erhalten eine schöne, gleichmäßig gebeizte Oberfläche sowohl auf der Innen- als auch auf der Außenfläche. Da die Teile vollständig eingetaucht werden, ist diese Methode besonders effektiv bei Rohren und Werkstücken mit engen Bereichen und Ecken, die manuell nur schwer zu erreichen sind.

Das Sprühbeizen ist bei sehr großen Teilen von Vorteil, da die Beizflüssigkeit auf die Oberfläche gesprüht und in der Regel nach 30-60 Minuten abgespült wird. Aufgrund der Umweltgesetze und Sicherheitsanforderungen wird das Sprühbeizen von Fachleuten durchgeführt, die die Säuren und Abwässer auffangen und entsorgen.
Das Sprühbeizen wird häufig eingesetzt, wenn der Gegenstand für das Tauchbeizen zu groß ist. Sie kann auch mit einer mobilen Beizanlage durchgeführt werden, bei der ein Fachmann den Artikel vor Ort sprühbeizt, wenn der Transport zu kompliziert ist.
Elektrochemische Schweißnahtpassivierung
Die elektrochemische Schweißnahtreinigung und -passivierung ist eine hochwirksame Methode zur Entfernung von Oxiden aus Schweißnähten aus Edelstahl. Das Verfahren kombiniert phosphorhaltige Säuren und Elektrizität in einem Prozess, der zu einer sofortigen Reinigung und Passivierung führt.
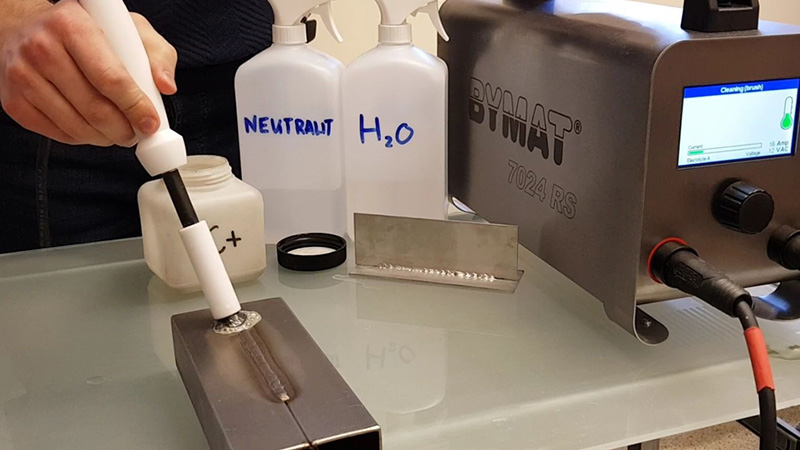
Phosphorsäuren sind ungiftig und können in Limonaden und gewöhnlichen Haushaltsreinigern gefunden werden - und sind nicht einmal im Entferntesten so schädlich wie die Beizpaste. Es ist nicht nötig, die Oberfläche mit Wasser zu reinigen, was den Prozess sehr vereinfacht - Sie vermeiden den ganzen Ärger mit der Abwasserentsorgung.
Prozess der Schweißnahtpassivierung
Am Beispiel der Schweißnahtpassivierung von rostfreiem Stahl 304 sind die wichtigsten Arbeitsschritte zu nennen:
1. Vorbehandlung
Vor der Beiz- und Passivierungsbehandlung muss die Oberfläche von nichtrostendem Stahl 304 vorbehandelt werden. Zu den Vorbehandlungsmethoden gehören Entfettung und Reinigung usw., und der Zweck ist die Entfernung von Fettresten und Verunreinigungen auf der Oberfläche.
2. Passivierung
Legen Sie den rostfreien Stahl 304 in das Beizmittel und weichen Sie ihn ein. Das Beizmittel wird die Oberfläche Oxid Skala und Schweißpunkt aufzulösen. Die Beizzeit muss je nach der tatsächlichen Situation bestimmt werden, in der Regel zwischen 5-30 Minuten gesteuert.
Oder Sie tragen Passivierungspaste auf die Schweißnaht auf und lassen sie 15 bis 60 Minuten stehen;
3. Neutralisierung
Verwenden Sie eine Alkalilösung, um die auf der Oberfläche verbleibende saure Passivierungsflüssigkeit zu neutralisieren, um Korrosion durch Säurerückstände und Beschädigung des Passivierungsfilms zu vermeiden. Bei Teilen mit komplexen Strukturen wie feinen Nähten kann 5% Natriumhydroxid zur Neutralisierung verwendet werden.
4. Trocknen
Verwenden Sie je nach den Bedingungen Methoden wie Abwischen oder Abblasen, um die Teile trocken zu machen.
Wann sollte eine Schweißnahtpassivierung in Betracht gezogen werden?
Nach dem Schweißen, Schneiden und allen anderen CNC-Bearbeitung sind, kann der Passivierungsprozess beginnen. Nichtrostender Stahl ist von Natur aus korrosions- und rostbeständig, aber durch verschiedene Verfahren können potenzielle Verunreinigungen eingebracht werden, die die Bildung der schützenden Oxidschicht während des Herstellungsprozesses hemmen. Dies ist der richtige Zeitpunkt für die Passivierung, um die Korrosionsbeständigkeit des Schweißbereichs zu verbessern.
Einige der Faktoren, die die Bildung von Oxidschichten hemmen und die Korrosionsbeständigkeit von Teilen aus nichtrostendem Stahl verringern können, sind:
- Fremdkörper wie Schmutz, Staub, Öl, Späne und Beschichtungsmaterialien.
- Dem rostfreien Stahl werden verschiedene Sulfide zugesetzt, um ihn maschinengängiger zu machen.
- Eisenspäne können während des Schneidprozesses von Klingen, Scheiben und anderen Schneidwerkzeugen in den rostfreien Stahl eingebettet werden.
Wenn Teile aus nichtrostendem Stahl lackiert oder pulverbeschichtet sind, ist eine Passivierung nicht erforderlich.
Qualitätsprüfung der Schweißnahtpassivierung
Es gibt verschiedene Methoden, um die Wirksamkeit der Passivierung zu prüfen, aber es ist wichtig zu wissen, dass nicht alle Methoden für jede Edelstahlsorte geeignet sind. In den internationalen ASTM-Normen sind verschiedene Prüfverfahren beschrieben, darunter:
- ASTM A380: Diese Norm beschreibt bewährte Verfahren zur Reinigung, Entzunderung und Passivierung von Teilen, Geräten und Systemen aus Edelstahl.
- ASTM A967: Diese Norm beschreibt Passivierungsprüfmethoden und Abnahmekriterien sowie Verfahren zur Gewährleistung einer wirksamen Passivierung.
- Wasserimmersionstest: Bei dieser Prüfung wird das passivierte Bauteil in destilliertes Wasser getaucht, um Verunreinigungen, wie z. B. freies Eisen, auf der Anodenoberfläche festzustellen.
- Salzsprühnebeltest: Bei diesem Test wird die Korrosionsbeständigkeit von rostfreiem Stahl bewertet, indem die Probe in eine Salzsprühkammer gelegt wird, die mit 5% Natriumchloridlösung (NaCl) bei einer Temperatur von 95°F gefüllt ist.
- Prüfung bei hoher Luftfeuchtigkeit: Für diese Prüfung ist eine spezielle Laborausrüstung erforderlich, einschließlich einer Luftfeuchtigkeitskammer, die mindestens 24 Stunden lang bei 97% (±3%) Luftfeuchtigkeit und einer Temperatur von 100°F (±5°F) gehalten wird. Das Prüfstück muss in Aceton oder Methanol getaucht und anschließend in einer inerten Atmosphäre oder einem Trocknungsbehälter getrocknet werden.
- Blauer-Punkt-Test: Bereiten Sie eine Lösung vor, indem Sie 1 Gramm Kaliumferrocyanid (K₃Fe(CN)₆) mit 3 ml Salpetersäure (65%-85%) und 100 ml Wasser (vorzugsweise vor Ort hergestellt) mischen. Tränken Sie Filterpapier in dieser Lösung und tragen Sie es auf die zu prüfende Oberfläche auf, oder tropfen Sie die Lösung direkt auf die Oberfläche. Beobachten Sie den Zustand der Oberfläche innerhalb von 30 Sekunden; wenn kein blauer Niederschlag erscheint, gilt die Behandlung als erfolgreich. Spülen Sie die Testlösung nach der Beurteilung ab.
Schlussfolgerung
Die Passivierung von Schweißnähten ist ein wichtiges Verfahren zur Verbesserung der Korrosionsbeständigkeit von rostfreiem Stahl nach dem Schweißen, das dessen Langlebigkeit und Zuverlässigkeit in verschiedenen Anwendungen gewährleistet. Da sich die Industrienormen weiterentwickeln, werden sicherere Alternativen wie die elektrochemische Reinigung immer beliebter, die im Vergleich zu den traditionellen Beizverfahren umweltfreundliche Optionen bieten.