
После сварки деталей из нержавеющей стали инженеры обычно очищают место сварки с помощью различных химических реагентов, включая азотную кислоту и травильные пасты, содержащие плавиковую кислоту. Этот процесс известен как пассивация. В этой статье мы рассмотрим, что такое пассивация сварных швов и как она работает.
Что такое пассивация?
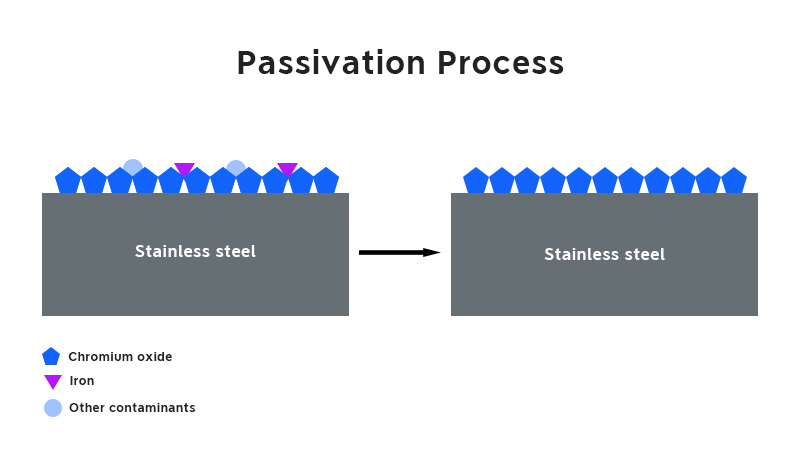
Пассивация - это процесс, в котором используется сильный окислитель для создания плотного, защитного оксидного слоя на поверхности металла. На сайте нержавеющая стальПассивация включает в себя использование кислотного раствора для удаления поверхностного железа и других загрязнений. В результате такой обработки образуется толстый слой оксида хрома, который значительно повышает устойчивость нержавеющей стали к коррозии.
История пассивации
В 1800-х годах химик Кристиан Фридрих Шёнбайн обнаружил эффект пассивации металлов. Он погрузил железо в концентрированную азотную кислоту и сравнил его с железом, которое не подвергалось обработке. Обработанное железо практически не вступало в химическую реакцию по сравнению с необработанным.
По мере роста популярности сварки и пассивации нержавеющей стали все более очевидным становилось влияние использования азотной кислоты на окружающую среду и безопасность.19 В начале 1900-х годов немецкая пивоваренная компания нашла лимонную кислоту как более безопасную и нетоксичную альтернативу пассивации. В 1990 году лимонная кислота заменила азотную во многих областях применения в больших количествах. Сегодня в современных процессах пассивации используются обе кислоты.
Что делает пассивация сварного шва?
Нержавеющая сталь состоит в основном из железа, хрома и никеля. Хром обеспечивает коррозионную стойкость: когда хром подвергается воздействию кислорода, он образует тонкий слой оксида хрома на поверхности нержавеющей стали, защищая железо, находящееся под ним, от ржавчины. Однако во время сварки локальный нагрев может повредить этот защитный оксидный слой, делая зону сварки более восприимчивой к загрязнению. Без пассивации загрязняющие вещества окружающей среды, например хлориды, могут вступить в реакцию с обнаженным железом на поверхности и начать коррозию. Как только коррозия начнется, она может распространиться через зону сварки и на всю деталь.
Пассивация помогает замедлить или предотвратить коррозию двумя способами. Во-первых, железо и оксиды железа растворяются легче, чем хром и его оксиды, этот процесс удаляет богатый железом слой и увеличивает концентрацию хрома на поверхности. Во-вторых, пассивация усиливает процесс окисления хрома, образуя более толстый инертный оксидный слой, который защищает нижележащий металл от загрязняющих веществ окружающей среды.
После изготовления и сварки пассивация является следующим важным этапом для деталей из нержавеющей стали. Основные преимущества пассивации сварных швов включают:
- Удаление загрязнений с поверхности сварного шва
- Увеличение срока службы как сварного шва, так и всей детали.
- Образует защитный химический барьер против ржавчины и коррозии
Методы пассивации сварных швов
Пассивация сварных швов может быть разделена на несколько типов в соответствии с их операциями.
Паста для маринования
Пассивирующая паста для травления представляет собой вязкую жидкость (гель), которая в основном состоит из азотной кислоты, фтористоводородной кислоты, ингибитора коррозии, загустителя и т.д. в определенной пропорции. Она наносится на сварной шов и смывается примерно через 30-60 минут.

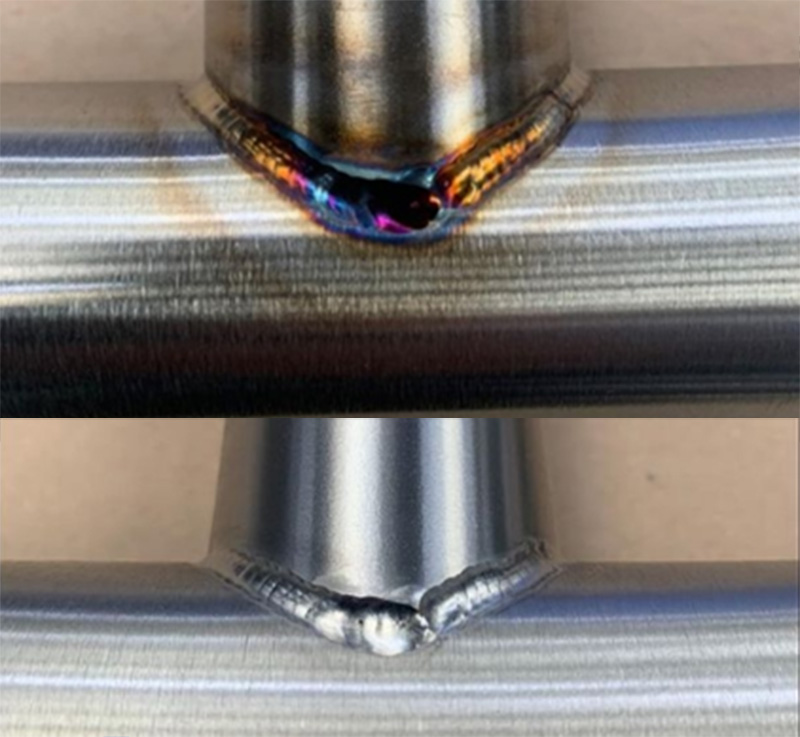
Смыть пасту особенно сложно, поскольку образующиеся сточные воды сильно загрязняют окружающую среду и не могут быть напрямую смыты в канализацию. Вместо этого сточные воды должны быть тщательно собраны и вывезены на предприятие по утилизации. С годами вредное воздействие травильной пасты привлекает все больше внимания со стороны органов по охране труда, что приводит к ужесточению правил ее использования. Хотя травильная паста и создает коррозионностойкий сварной шов, она оставляет матовый вид на обработанных участках, часто требуя дополнительной полировки, что увеличивает время процесса. Несмотря на широкое применение травильной пасты, мы ожидаем, что современные, более безопасные альтернативы, такие как электрохимическая очистка сварных швов, будут занимать все более заметное место, что благоприятно скажется как на здоровье людей, так и на окружающей среде.
Окунание и опрыскивание
Травление и пассивация подразумевают погружение всего изделия в ванну с травильной жидкостью. Изделия получают красивую, равномерно травленую поверхность как на внутренней, так и на внешней поверхности. Поскольку изделие полностью погружается в жидкость, этот метод очень эффективен при обработке труб и деталей с узкими участками и углами, которые трудно достать вручную.

Травление распылением выгодно для очень крупных изделий, так как травильная жидкость распыляется на поверхность и смывается, как правило, через 30-60 минут. В связи с экологическими законами и требованиями безопасности травление распылением выполняется профессионалами, которые собирают и утилизируют кислоты и сточные воды.
Травление распылением часто используется, если изделие слишком велико для травления погружением. Также можно использовать мобильную травильную установку, где профессионал будет травить изделие на месте, если его слишком сложно перемещать.
Электрохимическая пассивация сварных швов
Электрохимическая очистка и пассивация сварных швов - это высокоэффективный способ удаления окислов со сварных швов из нержавеющей стали. В этом методе сочетаются фосфорные кислоты и электричество, что приводит к мгновенной очистке и пассивации.
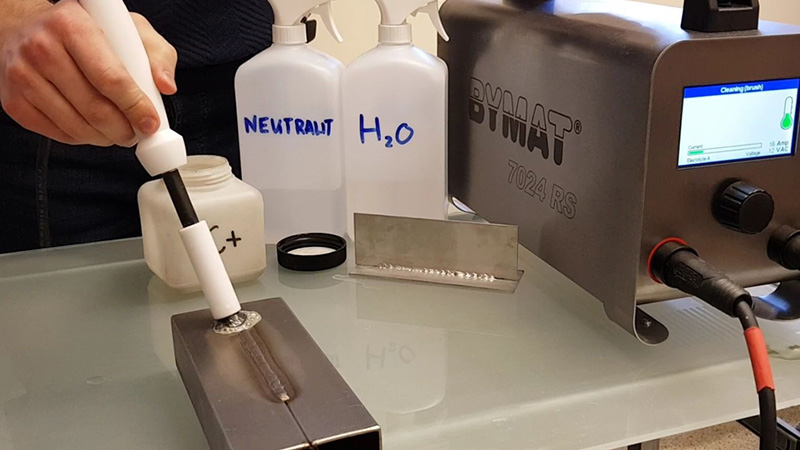
Фосфорные кислоты нетоксичны, их можно найти в шипучих напитках и обычных бытовых чистящих средствах - они даже отдаленно не вредны, как травильная паста. Нет необходимости очищать поверхность водой, что значительно упрощает процесс - вы избежите всех хлопот, связанных с утилизацией сточных вод.
Процесс пассивации сварного шва
Если взять в качестве примера пассивацию сварного шва из нержавеющей стали 304, то основными этапами операции являются:
1. Предварительная обработка
Перед травлением и пассивацией поверхность нержавеющей стали 304 должна быть предварительно обработана. Методы предварительной обработки включают обезжиривание, очистку и т. д., и их цель - удалить остатки жира и загрязнений на поверхности.
2. Пассивация
Поместите нержавеющую сталь 304 в травильный раствор и замочите ее. Травильный агент растворит поверхностный оксидный налет и место сварки. Время травления должно быть определено в соответствии с фактической ситуацией, обычно оно контролируется в пределах 5-30 минут.
Или нанесите пассивирующую пасту на сварной шов и дайте ему постоять от 15 до 60 минут;
3. Нейтрализация
Используйте раствор щелочи для нейтрализации кислотной пассивирующей жидкости, оставшейся на поверхности, чтобы избежать коррозии, вызванной остатками кислоты, и повреждения пассивирующей пленки. Для деталей со сложной структурой, таких как тонкие швы, для нейтрализации можно использовать гидроксид натрия 5%.
4. Сушка
В зависимости от условий используйте такие методы, как протирка или обдув, чтобы высушить детали.
Когда следует применять пассивацию сварного шва
После сварки, резки и любых других Обработка на станках с ЧПУ После того как операции завершены, можно приступать к процессу пассивации. Нержавеющая сталь по своей природе устойчива к коррозии и ржавчине, но в процессе производства в нее могут попасть различные загрязняющие вещества, которые препятствуют образованию защитного оксидного слоя. Именно в это время необходимо провести пассивацию, чтобы повысить коррозионную стойкость зоны сварки.
К числу факторов, которые могут препятствовать образованию оксидной пленки и снижать коррозионную стойкость деталей из нержавеющей стали, относятся:
- Посторонние частицы, такие как грязь, пыль, масло, стружка и материалы покрытия.
- В нержавеющую сталь добавляют различные сульфиды, чтобы сделать ее более удобной для обработки.
- Железная стружка может попасть в нержавеющую сталь из лезвий, дисков и других режущих инструментов в процессе резки.
Если детали из нержавеющей стали окрашены или покрыты порошковой краской, пассивирование не требуется.
Проверка качества пассивации сварных швов
Существует несколько методов проверки эффективности пассивации, но важно отметить, что не все методы подходят для всех марок нержавеющей стали. Различные методы испытаний описаны в стандартах ASTM International, в том числе:
- ASTM A380: Этот стандарт описывает передовые методы очистки, удаления накипи и пассивирования деталей, оборудования и систем из нержавеющей стали.
- ASTM A967: В этом стандарте подробно описаны методы испытаний на пассивацию и критерии приемки, а также процедуры, обеспечивающие эффективную пассивацию.
- Испытание на погружение в воду: При этом испытании пассивированный компонент погружается в дистиллированную воду для обнаружения примесей, таких как свободное железо, на поверхности анода.
- Испытание соляным туманом: Это испытание оценивает коррозионную стойкость нержавеющей стали путем помещения образца в камеру соляного тумана, заполненную раствором хлорида натрия (NaCl) 5% при температуре 95°F.
- Испытание на высокую влажность: Для этого испытания требуется специальное лабораторное оборудование, в том числе камера влажности, поддерживаемая при влажности 97% (±3%) и температуре 100°F (±5°F) в течение минимум 24 часов. Испытуемый образец должен быть погружен в ацетон или метанол, а затем высушен в инертной атмосфере или в обезвоживающем контейнере.
- Тест на синюю точку: Приготовьте раствор, смешав 1 грамм ферроцианида калия (K₃Fe(CN)₆) с 3 мл азотной кислоты (65%-85%) и 100 мл воды (предпочтительно приготовленной на месте). Смочите фильтровальную бумагу в этом растворе и приложите ее к тестируемой поверхности или капните раствор непосредственно на поверхность. Наблюдайте за состоянием поверхности в течение 30 секунд; если синий осадок не появляется, обработка считается успешной. После оценки смойте тестовый раствор.
Заключение
Пассивация сварных швов - это важный процесс, который используется для повышения коррозионной стойкости нержавеющей стали после сварки и обеспечивает их долговечность и надежность в различных областях применения. По мере развития отраслевых стандартов все большую популярность приобретают более безопасные альтернативы, такие как электрохимическая очистка, обеспечивающая экологически чистые варианты по сравнению с традиционными методами травления.



