
Пассивация нержавеющей стали - это обработка поверхности, повышающая коррозионную стойкость нержавеющей стали. Она заключается в формировании плотного, стабильного оксидного защитного слоя на поверхности нержавеющей стали с помощью электрохимических методов. Этот слой предотвращает прямой контакт основного металла нержавеющей стали с внешними коррозионными агентами, такими как кислород, влага или другие вещества, тем самым повышая коррозионную стойкость материала.
Принцип кислотной пассивации нержавеющей стали
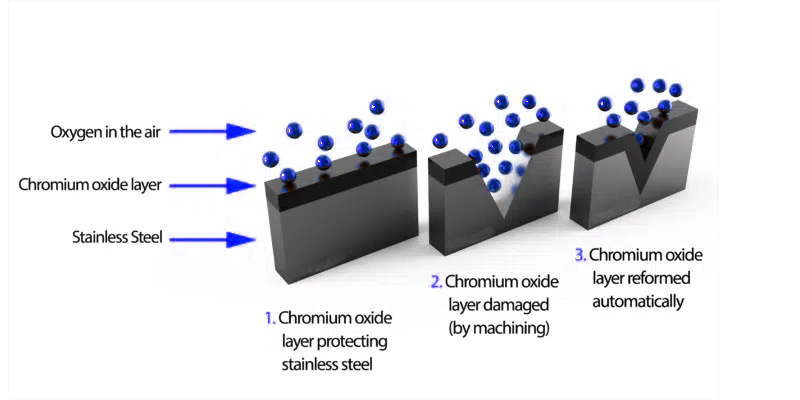
Коррозионная стойкость нержавеющей стали в первую очередь обусловлена добавлением более 10,5% хрома (Cr), например, 16%-18% в 316L нержавеющая сталь. Хром легко окисляется, быстро образуя на поверхности стали плотную оксидную пленку Cr₂O₃. Эта пленка значительно повышает электродный потенциал стали и ее коррозионную стойкость в окислительных средах. Коррозионная стойкость нержавеющей стали зависит от этой чрезвычайно тонкой (около 1 нм) и плотной пассивирующей пленки, которая выступает в качестве основного барьера, изолирующего основной металл от коррозионной среды. Если пассивирующая пленка неполная или повреждена, нержавеющая сталь все равно может корродировать.
Когда нержавеющая сталь подвергается воздействию воздуха, на ней образуется оксидная пленка, но защитные свойства этой пленки недостаточны. Кислотное травление удаляет средний поверхностный слой толщиной около 10 мкм, при этом химическая активность кислоты приводит к тому, что дефектные участки растворяются быстрее, чем другие части поверхности. В результате этого процесса поверхность становится более однородной и сбалансированной. Что еще более важно, кислотное травление и пассивация преимущественно растворяют железо и его оксиды, а не хром и его оксиды, устраняя слой, обедненный хромом, и обогащая поверхность хромом. Под действием окислителя образуется полная и стабильная пассивирующая пленка. Эта богатая хромом пассивирующая пленка может достигать потенциала +1,0 В (SCE), близкого к потенциалу благородных металлов, что значительно повышает коррозионную стойкость.
Значение пассивации нержавеющей стали
Основной причиной широкого применения нержавеющей стали является ее устойчивость к коррозии, что продлевает срок службы изготовленных из нее деталей. Однако нержавеющая сталь не застрахована от ржавчины. Все материалы из нержавеющей стали, за исключением плакированных или покрытых, обычно подвергаются пассивации после предварительной обработки (например, кислотного травления для удаления черного налета, полировки и т. д.) для использования в качестве готовых изделий или узлов. Факты показывают, что только благодаря пассивации нержавеющая сталь может сохранять долговременную устойчивость к пассивации, тем самым повышая свою коррозионную стойкость.
Related Post: Ржавеет ли нержавеющая сталь? Все, что вам нужно знать
Методы пассивации
В зависимости от вида работ кислотное травление и пассивация нержавеющей стали могут выполняться шестью методами: погружением, пастой, щеткой, распылением, циркуляцией и электрохимическим способом. Среди них погружение, паста и распыление особенно подходят для кислотного травления и пассивации химических цистерн и оборудования из нержавеющей стали.
Метод погружения
Метод погружения идеально подходит для трубопроводов из нержавеющей стали, колен и небольших деталей, обеспечивая наилучшие результаты обработки. Детали полностью погружаются в травильный и пассивирующий раствор, что обеспечивает полную реакцию поверхности и образование плотной, равномерной пассивирующей пленки. Этот метод подходит для непрерывных серийных операций, но требует периодического пополнения раствора по мере уменьшения его концентрации. К его недостаткам относятся ограничения, связанные с формой и вместимостью кислотного бака, что делает его непригодным для крупногабаритного оборудования или слишком длинных или широких трубопроводов. Длительное неиспользование может снизить эффективность из-за испарения раствора, а также требует наличия специальных помещений, емкостей для кислоты и нагревательного оборудования.
Метод пасты
Паста для травления и пассивации нержавеющей стали широко используется и доступна в различных коммерческих продуктах, обычно состоящих из азотной кислоты, фтористоводородной кислоты, ингибиторов коррозии и загустителей в определенных пропорциях. Она подходит для применения на объекте, например, для обработки сварных швов, обесцвечивания сварных швов, верхней части палуб судов, угловых мертвых зон, спинок эскалаторов, а также для пассивации больших площадей внутри резервуаров с жидкостью.

К преимуществам метода пасты относятся отсутствие необходимости в специализированном оборудовании и площадках, отсутствие необходимости в нагреве, возможность работы на месте, одноэтапное травление и пассивация. Паста имеет длительный срок хранения, при каждом нанесении используется свежая паста, а реакция останавливается после пассивации, что позволяет избежать чрезмерной коррозии. На нее меньше влияет последующее время промывки, а слабые места, например сварные швы, можно дополнительно укрепить. Однако условия работы рабочих плохие, трудоемкость высокая, затраты выше, а эффект обработки внутренних стенок трубопроводов из нержавеющей стали менее эффективен, что требует сочетания с другими методами.
Метод распыления
Метод распыления подходит для стационарных, закрытых помещений с единичными изделиями или оборудованием с простой внутренней структурой, например, для процессов травления распылением на линиях по производству листового проката. К его преимуществам относятся быстрая, непрерывная работа, простота эксплуатации, минимальное воздействие на работников и высокая степень использования раствора, поскольку трубопровод может быть повторно протравлен в процессе переноса.
Соображения по поводу пассивации
Предварительная обработка для кислотного травления и пассивации: Если на поверхности нержавеющей стали присутствует жир или другие загрязнения, они могут повлиять на качество травления и пассивации. Как правило, для очистки внутренних стенок резервуара сначала следует использовать щелочные моющие средства или чистящие растворы.
Контроль концентрации хлорид-ионов в растворе/пасте для травления и воде для очистки: Чрезмерное количество хлорид-ионов может повредить пассивирующую пленку нержавеющей стали. Некоторые травильные растворы или пасты используют хлоридсодержащие агрессивные среды, такие как соляная или перхлорная кислота, в качестве основных или вспомогательных агентов для удаления поверхностных оксидных слоев, что негативно сказывается на предотвращении коррозии. Стандарты, такие как CB/T3595-94 для травильных и пассивирующих паст для нержавеющей стали, требуют, чтобы содержание хлорид-ионов контролировалось в пределах от 25 до 100 ppm. Вода для очистки также должна иметь уровень хлорид-ионов ниже 25 ppm, что может быть достигнуто путем добавления нитрата натрия в качестве ингибитора коррозии хлорид-ионами в водопроводную воду во время строительства.
Нейтрализация отработанной жидкости и сброс в окружающую среду: Жидкость отходов кислотного травления и пассивации должна соответствовать национальным стандартам сброса в окружающую среду. Например, фторсодержащие отходы можно обрабатывать известковым молоком или хлоридом кальция, а хромсодержащие - сульфатом железа.
Контроль качества пассивации
Качество травления и пассивации нержавеющей стали может быть проверено в соответствии с такими стандартами, как CB/T3595-94 для пасты для травления и пассивации нержавеющей стали или ISO 15730 для проверки поверхностной пассивирующей пленки после электролитической полировки, шлифовки и пассивации травлением. Общие методы контроля включают:
Визуальный осмотр: Травленая и пассивированная поверхность нержавеющей стали должна быть равномерно серебристо-белой, гладкой и эстетически привлекательной, без видимых следов коррозии. Сварные швы и зоны термического воздействия не должны иметь окислительного обесцвечивания, а также не должны присутствовать неравномерные цветовые пятна.
Проверка остаточной жидкости: Используйте фенолфталеиновую тест-бумагу для проверки степени смыва остаточной жидкости на поверхности нержавеющей стали; нейтральное значение pH означает прохождение теста.
Тест "синяя точка": Тест на синюю точку основан на принципе, что неполная пассивация пленки или загрязнение ионами железа приводит к образованию свободных ионов железа, которые реагируют с раствором ферроцианида калия, образуя синий осадок в соответствии с реакцией:
K⁺ + Fe²⁺ + [Fe(CN)₆]³- → KFe[Fe(CN)₆]↓
Метод испытания: Растворите 10 г ферроцианида калия в 50 мл дистиллированной воды, добавьте 30 мл концентрированной азотной кислоты и разбавьте до 1000 мл дистиллированной водой в объемной колбе, чтобы приготовить тестовый раствор для определения синих точек, срок хранения которого составляет одну неделю. Капните раствор на тестовую бумагу, прикрепленную к поверхности из нержавеющей стали; если через 30 секунд на тестовой бумаге появятся синие точки, поверхность считается некачественной.
О компании SogaWorks
SogaWorks - это универсальная онлайн-платформа для изготовления механических деталей на заказ, объединяющая более 1 000 лучших заводов для обслуживания стартапов и крупных компаний. Мы предлагаем гибкие производственные решения для быстрого создания прототипов, мелкосерийного тестирования и крупносерийного производства с такими услугами, как обработка на станках с ЧПУ, 3D-печать, изготовление листового металла, литье уретана и литье под давлением. Благодаря нашему механизму котирования, работающему на основе искусственного интеллекта, SogaWorks может предоставлять котировки за 5 секунд, подбирать лучшие мощности и отслеживать каждый шаг. Это сокращает сроки поставки и повышает качество продукции.



