
Винт, как одно из самых ранних механических крепежных устройств человечества, ведет свою историю от винтового насоса Архимеда, созданного в III веке до нашей эры. За 2 300 лет технологической эволюции этот крепежный элемент с рифленой поверхностью стал ключевым в промышленных системах, обеспечивая в настоящее время более 85% механических соединений в различных областях - от сборки мебели до аэрокосмической техники. В этом руководстве мы рассмотрим, что такое винты, типы головок и приводов, а также материалы и процессы.
Обзор винта
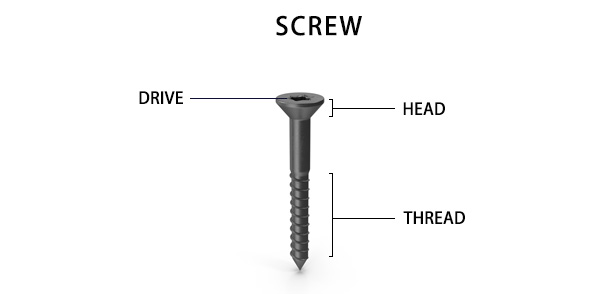
Винт - это небольшой цилиндрический или конический металлический стержень с резьбой, имеющий шлицевую головку, которую можно использовать самостоятельно. В основном он используется для соединения или фиксации предметов. Винт использует принципы физики и математики, такие как наклонная плоскость, круговое вращение и трение, для эффективного затягивания деталей механизмов.
Различные типы головок винтов
Головка винта - это верхняя часть винта, которая может иметь различную форму и размер (например, плоскую, круглую или потайную).
Панорамная головка
Сковородная головка имеет плоскую, дискообразную форму, которая обеспечивает большую площадь контакта, снижая давление на соединяемый материал. Она идеально подходит для применения в областях, требующих эстетической привлекательности и гладкой поверхности. Скользящая головка также повышает эстетическую привлекательность винта.

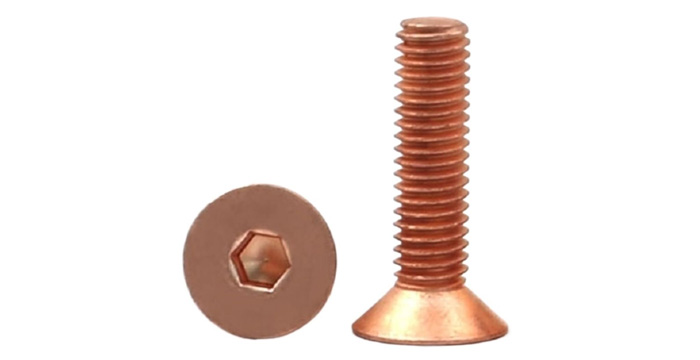
Потайная головка
Винт с потайной головкой имеет слегка утопленную головку, которая располагается заподлицо с соединяемой поверхностью материала. Эти винты часто требуют зенковки, они обычно обрабатываются под углом 90° в метрических вариантах и под углом 100° в аэрокосмических и военных применениях.

Шестигранная головка
Шестигранная головка имеет шестигранное углубление, которое обычно затягивается или ослабляется с помощью таких инструментов, как шестигранный ключ или торцевая головка. Винт с шестигранной головкой - самый распространенный тип винта, используемый во многих отраслях промышленности.

Головка фланца
Шестигранная головка с фланцем имеет дополнительную плоскую поверхность в верхней части головки. Эта плоская поверхность обеспечивает большую площадь контакта и снижает давление на соединяемые материалы. Фланцевая конструкция помогает предотвратить проскальзывание ключа.

Квадратная головка
Головка этого винта имеет квадратную форму, что позволяет забивать его без соскальзывания. Он подходит для ручной установки или затягивания с помощью инструмента. Конструкция с квадратной головкой также способствует повышению эффективности передачи крутящего момента.

Голова сыра
Винты с головкой "под сыр" имеют цилиндрическую форму на верхней части. Такая конструкция снижает давление на соединяемый материал и подходит для гладкого соединения.

Круглая головка
Винты с круглой головкой имеют полностью закругленную головку и обладают повышенной прочностью при большем диаметре. Они подходят для работ, не требующих значительного крутящего момента.

Головка фермы
Винты с ферменной головкой имеют низкопрофильную конструкцию, которая минимизирует высоту головки. Хотя они менее заметны и могут быть более эстетичными, они также более склонны к поломкам из-за своей тонкой структуры. Эти винты могут иметь как полную, так и модифицированную коронку.

Различные типы винтовых приводов
Привод - это углубление или выступ на головке винта, который позволяет инструменту - обычно отвертке или сверлу - вращать его. Тип привода определяет, как прикладывается крутящий момент и насколько надежно инструмент зацепляется с винтом.
Шлицевой привод
Винтовой привод со шлицем - это дедушка всех винтовых приводов. Он имеет один прямой шлиц, прорезанный в верхней части, и предназначен для работы с плоской отверткой. Он прост и дешев в производстве, требует минимальной оснастки. Его недостатки также очевидны: плоская отвертка часто выскальзывает из-за умеренного крутящего момента, особенно если инструмент не идеально выровнен, что может сорвать головку винта и вызвать значительное разочарование.

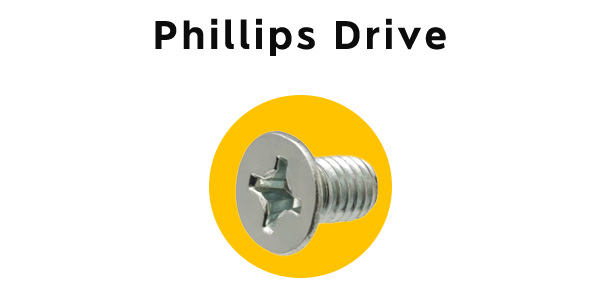
Филлипс Драйв
Диск Phillips имеет крестообразное углубление, которое обеспечивает лучшее сцепление с отверткой, снижая риск проскальзывания по сравнению со шлицевыми дисками. Но все же он не идеален: отвертка все равно может соскользнуть, повредив винт или инструмент с высоким крутящим моментом.
Пози Драйв
Внешне она похожа на крестовую выемку, но между основными крестовыми выемками добавлены четыре небольших ребра, создающих восьмиточечное зацепление с отверткой. Такая конструкция значительно уменьшает проскальзывание, обеспечивая более плотное и надежное прилегание, что позволяет прикладывать больший крутящий момент без проскальзывания. Однако для нее требуется специальная отвертка с крестовым углублением (можно использовать обычную крестовую отвертку, но есть риск проскальзывания), и она менее распространена в США.

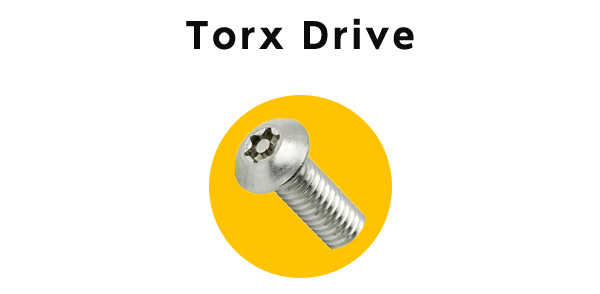
Привод Torx
Головка винта с внутренним шестигранником Torx имеет уникальное шестигранное углубление с закругленными углами под каждым углом, для использования которого требуется отвертка Torx. Такая конструкция не только обеспечивает превосходное удержание инструмента, но и позволяет передавать высокий крутящий момент, эффективно предотвращая повреждение головки винта.
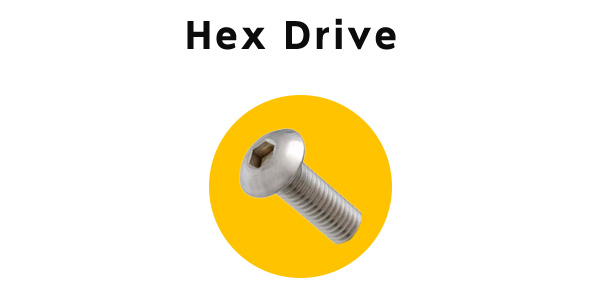
Шестигранный привод
Винты с внутренним шестигранником имеют шестигранную утопленную головку, для работы с которой требуется шестигранный ключ или шестигранная отвертка. Такая конструкция обеспечивает значительный крутящий момент, эффективно предотвращая повреждение головки винта.
Робертсон/Квадратный проезд
Диск Robertson имеет простое углубление квадратной формы. Оно обеспечивает отличную передачу крутящего момента практически без проскальзывания благодаря глубоким и прямым стенкам, которые надежно захватывают отвертку. Вы можете работать с ним даже одной рукой, поскольку винт остается на отвертке.
Различные типы винтовой резьбы
Винтовые резьбы различаются в зависимости от стандартов, которым они соответствуют. Вот основные типы:
Международная система метрической резьбы
Это стандартная система резьбы, принятая Китайским национальным стандартом. Она имеет плоский гребень для облегчения обработки и закругленный корень для повышения прочности резьбы. Угол резьбы составляет 60 градусов, а ее характеристики обозначаются буквой "М". Метрическая резьба бывает двух видов: крупная и мелкая. Например, "M8*1.25" обозначает метрическую резьбу (M) с номинальным диаметром 8 мм и шагом 1,25 мм. Дополнительную информацию можно найти в стандарте "GB/T 70.1-2008 Винты с внутренним шестигранником" и в документах, на которые даны ссылки.
Резьба American Standard
Этот тип резьбы имеет плоские гребни и корни, что обеспечивает повышенную прочность. Угол резьбы составляет 60 градусов, а ее характеристики основаны на количестве витков на дюйм. Она делится на три категории: крупная (NC), мелкая (NF) и особо мелкая (NEF). Например, "1/2-10NC" означает резьбу с внешним диаметром 1/2 дюйма, 10 витков на дюйм и обозначением NC.
Объединенная нить
Разработанный совместными усилиями США, Великобритании и Канады стандарт унифицированной резьбы широко используется для британской имперской резьбы. Она имеет угол резьбы 60 градусов и указывается в витках на дюйм. Она подразделяется на крупную (UNC), мелкую (UNF) и сверхмелкую (UNEF). Например, "1/2-10UNC" указывает на внешний диаметр 1/2 дюйма, 10 ниток на дюйм и категорию UNC.
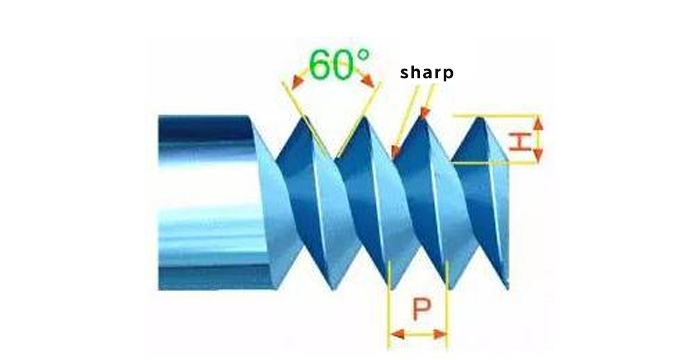
Острая резьба V
Эта V-образная нить имеет острые гребни и корни, что делает ее относительно слабой и менее распространенной. Угол наклона нити составляет 60 градусов.
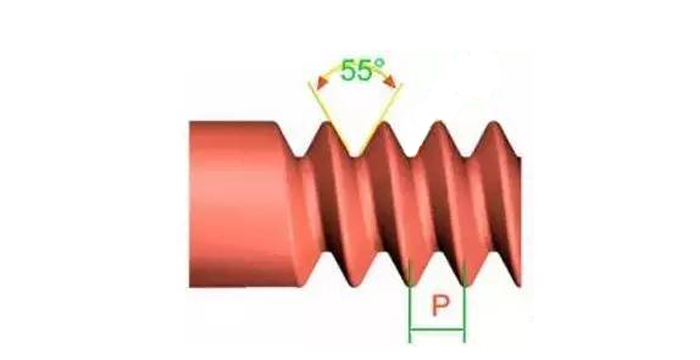
Нить Уитворта
Резьба британского стандарта с углом 55 градусов, обозначаемая буквой "W". Она хорошо подходит для процессов прокатки. Например, "W1/2-10" обозначает внешний диаметр 1/2 дюйма и 10 ниток на дюйм.
Резьба на костяшках
Определенная немецкими стандартами DIN, эта резьба используется для таких применений, как цоколи лампочек и соединения резиновых трубок. Ее обозначение - "Rd".
Трубная резьба
Эта резьба предназначена для предотвращения утечек, Трубная резьба обычно используется в соединениях газовых и жидкостных труб. Они имеют угол резьбы 55 градусов и бывают двух видов: прямые трубные резьбы (обозначаются "P.S." или "N.P.S.") и конические трубные резьбы (обозначаются "N.P.T."), которые имеют конусность 1:16 (что соответствует 3/4 дюйма на фут).
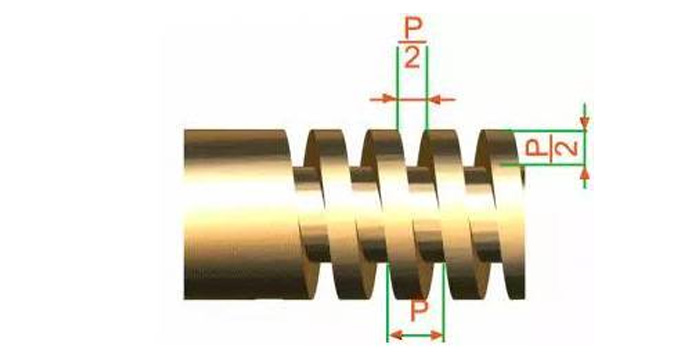
Квадратная резьба
Квадратная резьба обеспечивает высокую эффективность передачи, превосходящую только шарико-винтовые пары. Однако после износа их нельзя регулировать гайкой, что ограничивает их применение. Их часто можно встретить в винтах тисков и крановых механизмах.
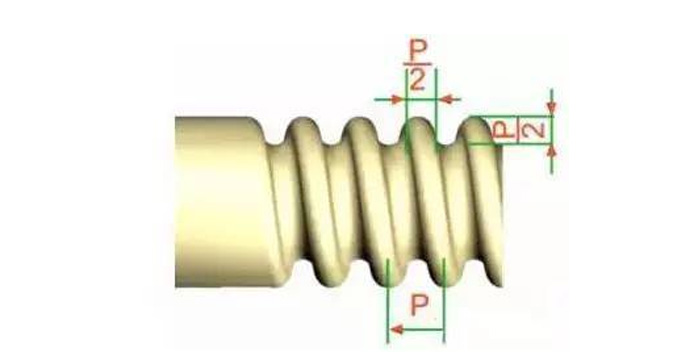
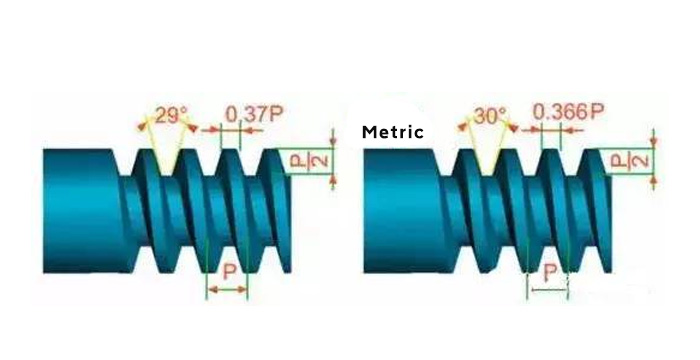
Трапециевидная резьба
При несколько меньшей эффективности передачи, чем у квадратной резьбы, трапецеидальная резьба имеет то преимущество, что после износа ее можно регулировать с помощью гайки. Метрическая версия имеет угол резьбы 30 градусов, а имперская - 29 градусов. Они обычно используются для токарных винтов и обозначаются "Tr".
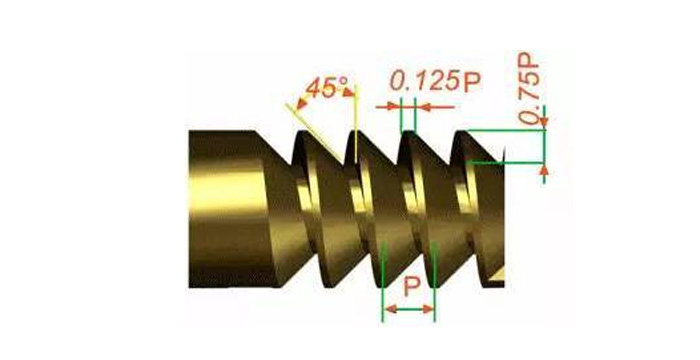
Батрессовая резьба
Этот тип резьбы, называемый также трапецеидальной, предназначен для однонаправленной передачи усилия. Она используется в таких устройствах, как винтовые домкраты и прессы, а ее условное обозначение - "Bu".
Точность и прочность винтов
Винты широко используются благодаря своей точности и прочности. С точки зрения точности, стандартные винты можно разделить на три класса - A, B и C, которые основаны на их точности изготовления, классы A и B - это прецизионные винты, а класс C - грубые винты. Для соединительных винтов, используемых в стальных конструкциях, обычно применяются винты класса C, если не указано иное. Существуют значительные различия в производственные процессы для винтов различных классов точности. Хвостовики винтов классов A и B обрабатываются на Токарные станки с ЧПУ для гладких поверхностей и точных размеров. Их класс качества материала - 8,8, но из-за сложного процесса изготовления и установки они дороги и редко используются на практике. Винты класса С изготавливаются из необработанных круглых стержней, которые имеют менее точные размеры, а их класс качества материала составляет 4,6 или 4,8. Они значительно деформируются при сдвиговых соединениях, но просты в установке и имеют низкую себестоимость.
Винты из углеродистой и легированной стали подразделяются более чем на десять классов по прочности, таких как 3,6, 4,6, 4,8, 5,6, 6,8, 8,8, 9,8, 10,9 и 12,9. Винты с маркой 8.8 и выше изготавливаются из низкоуглеродистой легированной или среднеуглеродистой стали и подвергаются термической обработке (закалке и отпуску).
Материалы для винтов
Распространенными материалами для изготовления винтов являются: углеродистая сталь, нержавеющая сталь и медь.
Винт из углеродистой стали
Это основной тип стали, используемый для изготовления винтов. Она обладает хорошей прочностью на разрыв и долговечностью, однако углеродистая сталь является склонный к ржавчинеПоэтому на нее часто наносят покрытие или обрабатывают (например, цинковым покрытием) для повышения коррозионной стойкости. Марки углеродистой стали для винтов включают:
- Низкоуглеродистая сталь: Q235 (GB), 1008, 1015, 1018 (AISI)
- Среднеуглеродистая сталь: сталь 45# (GB), 1035, 1045 (AISI)

Винт из нержавеющей стали
Нержавеющая сталь содержит хром (не менее 10-12%) и часто никель. Это популярный выбор для винтов, используемых на открытом воздухе, в морской среде или в медицинском оборудовании, где предотвращение ржавчины имеет решающее значение. Нержавеющая сталь дороже углеродистой. Марки нержавеющей стали для винтов включают:
- Аустенитная нержавеющая сталь: 304, 316, 316L
- Мартенситная нержавеющая сталь: 410, 420.
Медный винт
Винты из чистой меди встречаются редко, но используются в особых областях, где требуется отличная электрическая или тепловая проводимость, например, в системах заземления. Медь мягкая и склонная к износу, поэтому ее часто легируют (например, в латунь) для улучшения механических свойств. Марки медных сплавов для винтов включают: H62, H65, H68.
Отделка поверхности винтов
Основная цель обработка поверхности Защищает винты от воздействия внешних факторов, таких как влага, химические вещества и перепады температур, которые могут привести к ржавчине, деградации или выходу из строя. Кроме того, финишное покрытие позволяет снизить трение при установке, улучшить соотношение крутящего момента и натяжения, а также придать полированный вид для видимого применения.
Цинковое покрытие
Цинкование является одним из самых популярных видов отделки поверхности винтов благодаря своей экономичности и надежной коррозионной стойкости. Тонкий слой цинка, нанесенный гальваническим способом, защищает покрывающую его сталь от ржавчины, выступая в роли жертвенного анода. Разновидности: прозрачный цинк (блестящая отделка) и желтый цинк (с добавлением хромата для дополнительной защиты). Оцинкованные винты широко используются в строительстве, автомобилестроении и в общем применении, хотя они могут оказаться непригодными в условиях сильной коррозии, например, в прибрежных районах.
Никелирование
Никелевое покрытие обеспечивает яркую, привлекательную отделку, хорошую коррозионную стойкость и защиту от износа. Оно часто используется для декоративных винтов или в областях, требующих умеренной устойчивости к воздействию окружающей среды, таких как бытовая техника или электроника. Никелированные винты также устойчивы к потускнению, что делает их пригодными для установки на видном месте.
Черный оксид
Черный оксид это химическое конверсионное покрытие, обеспечивающее гладкий, матово-черный вид и легкую коррозионную стойкость. Для усиления защиты его часто сочетают с маслом или воском. Такое покрытие популярно в огнестрельном оружии, инструментах и оборудовании, где требуется эстетика и низкая отражательная способность, хотя оно менее эффективно в условиях сильной коррозии.
| Отделка | Толщина покрытия (мкм) | Коррозионная стойкость(Нейтральный тест на солевой туман) | Стоимость |
| Черный оксид | 1 | 1-3 часа | Низкий |
| Никелирование | Медь: 0,5-1 Никель: 2-10 | 10-20 часов | Низкий |
| Цинковое покрытие | 2-10 | 6-12 часов | Средний |



