
Сварка в среде активного газа (MAG) - это универсальный и широко распространенный сварочный процесс, сочетающий в себе преимущества дуговой сварки в среде газового металла (GMAW) с использованием активного защитного газа. Цель данного руководства - дать исчерпывающий обзор MAG-сварки, охватывающий ее фундаментальные концепции, ключевые области знаний и практическое применение. Независимо от того, являетесь ли вы начинающим сварщиком или опытным профессионалом, это руководство послужит ценным источником информации для понимания и освоения MAG-сварки.
Основы сварки MAG
Что такое MAG сварка
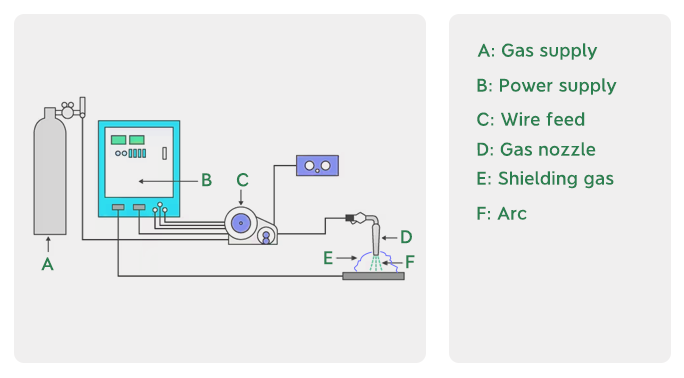
MAG-сварка - это тип процесса дуговой сварки, в котором используется непрерывно подаваемый расходуемый проволочный электрод и активный защитный газ для защиты сварочной ванны от атмосферных загрязнений. Активный газ, обычно представляющий собой смесь аргона, углекислого газа, а иногда и кислорода, вступает в реакцию с расплавленным металлом, влияя на механические свойства и внешний вид сварного шва.
Различия между MAG и MIG сваркой
Хотя сварку MAG часто путают со сваркой в среде инертного газа (MIG), ключевое различие заключается в типе используемого защитного газа. При MIG-сварке используются инертные газы, такие как аргон или гелий, которые не вступают в реакцию со сварочной ванной. В MAG-сварке, напротив, используются активные газы, которые могут химически взаимодействовать с расплавленным металлом, влияя на характеристики сварного шва.
Преимущества MAG-сварки
- Универсальность: Подходит для сварки широкого спектра материалов, включая углеродистую сталь, нержавеющую сталь и некоторые алюминиевые сплавы.
- Высокая скорость осаждения: Позволяет увеличить скорость сварки и производительность.
- Хорошее качество сварки: Производит прочные, чистые сварные швы с минимальным количеством брызг.
- Простота автоматизации: Его можно легко автоматизировать и использовать в роботизированных сварочных системах.
Ограничения MAG-сварки
- Чувствительность к газу: Выбор защитного газа может существенно повлиять на качество сварного шва, что требует тщательного подбора.
- Стоимость оборудования: первоначальные затраты на установку могут быть выше по сравнению с другими процессами сварки.
- Требования к навыкам: Требуется определенный уровень мастерства и опыта для достижения оптимальных результатов.
Ключевые области знаний в области MAG-сварки
Защитные газы при MAG-сварке
Выбор защитного газа имеет решающее значение при сварке MAG, поскольку он напрямую влияет на механические свойства, проплавление и внешний вид сварного шва. Распространенные смеси защитных газов включают:
- Смеси аргона и CO2: Обычно 75% аргона и 25% CO2, что обеспечивает хороший баланс между качеством сварки и стоимостью.
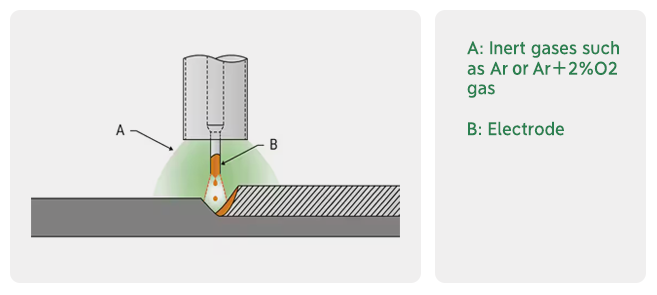
- Аргоно-кислородные смеси: Часто используются для сварки нержавеющей стали, содержание кислорода в них варьируется от 1% до 5%.
- Тернарные смеси: Комбинации аргона, CO2 и кислорода, предназначенные для конкретных применений и материалов.
Выбор электрода
Электрод, используемый при MAG-сварке, представляет собой расходуемую проволоку, которая служит одновременно присадочным материалом и проводником сварочного тока. При выборе электрода необходимо учитывать следующие факторы:
- Совместимость материалов: Материал электрода должен соответствовать или быть совместимым с основным металлом.
- Диаметр: Более толстые электроды используются для более высокой скорости осаждения, в то время как тонкие электроды подходят для более тонких и точных сварных швов.
- Покрытие: Некоторые электроды покрыты медью для улучшения проводимости и уменьшения окисления.
Параметры сварки
Для достижения оптимального качества сварного шва при MAG-сварке необходимо тщательно контролировать несколько параметров:
- Напряжение и ток: они определяют тепловыделение и стабильность дуги. Более высокие напряжение и ток обычно приводят к более глубокому проникновению, но могут увеличить количество брызг.
- Скорость подачи проволоки: Регулирует скорость подачи электрода в сварочную ванну, влияя на скорость осаждения и геометрию сварочной фаски.
- Скорость перемещения: скорость, с которой сварочная горелка перемещается вдоль шва. Более высокая скорость перемещения позволяет снизить тепловыделение, но может привести к недостаточному проплавлению.
- Скорость потока газа: Обеспечивает адекватную защиту сварочной ванны. Недостаточный поток газа может привести к пористости, а чрезмерный - к турбулентности и загрязнению.
Техника сварки
В зависимости от области применения и желаемого результата при MAG-сварке могут использоваться различные технологии сварки:
- Перенос короткого замыкания: Подходит для тонких материалов и сварки в неположенном месте, характеризуется низким тепловыделением и минимальным количеством брызг.
- Шаровидный перенос: Вовлекает более крупные капли расплавленного металла, что приводит к более высокой скорости осаждения, но увеличивает количество брызг.
- Перенос распыления: Производит тонкое распыление капель расплавленного металла, обеспечивая высокую скорость осаждения и глубокое проникновение, идеально подходит для толстых материалов.
- Импульсный перенос распыления: Сочетает в себе преимущества переноса распылением с пониженным тепловыделением, что делает его пригодным для широкого спектра материалов и толщин.
Проектирование и подготовка соединений
Правильное проектирование и подготовка швов необходимы для получения прочных и бездефектных сварных швов:
- Типы соединений: К распространенным типам соединений относятся стыковые, нахлесточные, Т-образные и угловые.
- Подготовка кромок: Фаска или скос кромок более толстых материалов может улучшить проплавление и качество сварки.
- Очистка: Удаление ржавчины, масла и других загрязнений из зоны соединения имеет решающее значение для предотвращения таких дефектов, как пористость и включения.
Соображения безопасности
Сварка MAG сопряжена с несколькими опасностями, которые необходимо учитывать для защиты сварщика и обеспечения безопасных условий труда:
- Опасности, связанные с электричеством: Правильное заземление и изоляция необходимы для предотвращения поражения электрическим током.
- Пары и газы: Во избежание вдыхания вредных сварочных паров и газов необходимо обеспечить достаточную вентиляцию и защиту органов дыхания.
- Ультрафиолетовое излучение: Сварка вызывает интенсивное ультрафиолетовое (УФ) излучение, что требует использования соответствующих средств защиты, например, сварочных шлемов с УФ-фильтрами.
- Пожарная опасность: Легковоспламеняющиеся материалы должны находиться вдали от зоны сварки, а огнетушители должны быть под рукой.
Применение MAG-сварки
Автомобильная промышленность
MAG-сварка широко используется в автомобильной промышленности для изготовления каркасов, кузовных панелей и выхлопных систем. Высокая скорость осаждения и способность сваривать тонкие материалы делают ее идеальной для массового производства.
Строительство и инфраструктура
В строительстве сварка MAG применяется для изготовления металлоконструкций, трубопроводов и тяжелого оборудования. Ее универсальность и способность создавать прочные и долговечные сварные швы необходимы для обеспечения целостности крупных конструкций.
Производство и изготовление
MAG-сварка является основным видом сварки в производственных цехах, где она используется для изготовления широкого спектра продукции, от компонентов машин до потребительских товаров. Приспособляемость к различным материалам и толщинам делает ее ценным инструментом для изготовления изделий на заказ.
Судостроение
В судостроительной промышленности при изготовлении корпусов, палуб и других важных компонентов используется сварка MAG. Способность этого процесса работать с толстыми материалами и производить высококачественные сварные швы имеет решающее значение для обеспечения безопасности и долговечности судов.
Ремонт и обслуживание
MAG-сварка также широко используется для ремонтных и профилактических работ, таких как заделка трещин, укрепление конструкций и замена изношенных деталей. Его портативность и простота использования делают его практичным выбором для ремонта на месте.
Поиск и устранение неисправностей при сварке MAG
Пористость
Пористость, или наличие газовых карманов в сварном шве, может ослабить сварной шов и привести к разрушению. К распространенным причинам относятся:
- Загрязненный основной металл: Убедитесь, что место соединения чистое и не содержит ржавчины, масла и других загрязнений.
- Недостаточное количество защитного газа: Проверьте правильность расхода газа и убедитесь в отсутствии утечек в системе газоснабжения.
- Попадание влаги в электрод: Храните электроды в сухом помещении и используйте их в течение рекомендованного срока годности.
Брызги
Чрезмерное разбрызгивание может привести к неаккуратному сварному шву и увеличению объема послесварочной зачистки. Чтобы уменьшить разбрызгивание:
- Оптимизируйте параметры сварки: Регулируйте напряжение, силу тока и скорость подачи проволоки для достижения стабильной дуги.
- Используйте правильный защитный газ: Убедитесь, что газовая смесь соответствует материалу и условиям сварки.
- Поддерживайте правильное расстояние до контактного наконечника: Держите контактный наконечник на правильном расстоянии от заготовки, чтобы обеспечить постоянную длину дуги.
Отсутствие слияния
Отсутствие плавления возникает, когда металл шва не соединяется с основным металлом должным образом, что приводит к образованию слабых швов. Чтобы предотвратить это:
- Обеспечьте правильную подготовку стыков: Для улучшения проникающей способности более толстых материалов сделайте фаску или скос на кромках.
- Настройка параметров сварки: Повысьте теплоотдачу, регулируя напряжение, силу тока или скорость перемещения.
- Поддерживайте правильный угол наклона горелки: Держите сварочную горелку под соответствующим углом, чтобы обеспечить правильное распределение тепла.
Взлом
Растрескивание может произойти из-за чрезмерного напряжения, неправильного охлаждения или несовместимых материалов. Чтобы минимизировать растрескивание:
- Предварительно нагрейте основной металл: Предварительный нагрев может уменьшить тепловое напряжение и предотвратить растрескивание толстых или высокоуглеродистых материалов.
- Используйте электроды с низким содержанием водорода: Электроды с низким содержанием водорода могут снизить риск образования трещин, вызванных водородом.
- Контролируйте скорость охлаждения: Дайте сварному шву остыть постепенно, чтобы минимизировать остаточное напряжение.
Инновации в области MAG-сварки
Импульсная сварка MAG
Импульсная MAG-сварка - это передовая технология, при которой чередуются высокие и низкие уровни тока, что позволяет лучше контролировать подачу тепла и динамику сварочной ванны. Эта технология особенно полезна для сварки тонких материалов, сварки в неположенном месте и получения высококачественных швов с минимальным количеством брызг.
Сварка MAG двойной проволокой
Двухпроволочная MAG-сварка предполагает одновременное использование двух проволочных электродов, что значительно увеличивает скорость осаждения и скорость сварки. Эта технология идеально подходит для высокопроизводительных применений, таких как тяжелое производство и судостроение.
Гибридная лазерно-магнитная сварка
Гибридная лазерно-магнитная сварка сочетает в себе точность лазерной сварки и универсальность MAG-сварки. Эта инновационная технология обладает рядом преимуществ, включая глубокое проплавление, высокую скорость сварки и пониженное тепловыделение, что делает ее пригодной для широкого спектра применений, от автомобилестроения до аэрокосмической промышленности.
Автоматизированная и роботизированная сварка MAG
Автоматизация и робототехника произвели революцию в MAG-сварке, обеспечив стабильные и высококачественные швы при минимальном вмешательстве человека. Автоматизированные системы MAG-сварки широко используются в таких отраслях, как автомобильная, аэрокосмическая и тяжелая промышленность, где точность и повторяемость имеют решающее значение.
Заключение
MAG-сварка - это универсальный и эффективный сварочный процесс, который предлагает множество преимуществ для широкого спектра применений. Ознакомившись с фундаментальными концепциями, ключевыми областями знаний и практическими приемами, изложенными в этом руководстве, сварщики смогут добиться высококачественных результатов и оптимизировать свои сварочные процессы. Независимо от того, работаете ли вы в автомобильной промышленности, строительстве, производстве или любой другой области, освоение сварки MAG повысит ваши навыки и будет способствовать успеху ваших проектов.



