Шероховатость поверхности (Ra) - это измерение в микрометрах микроскопических пиков и впадин на поверхности материалов, описывающее микроскопические неровности на поверхности материала. Шероховатость поверхности играет важную роль в функциональных характеристиках, например, неправильная шероховатость поверхности приводит к ранним отказам и снижению несущей способности канавок на кольцах подшипников. В этой статье рассматриваются основы шероховатости поверхности, методы измерения и способы выбора.
Что такое отделка поверхности?
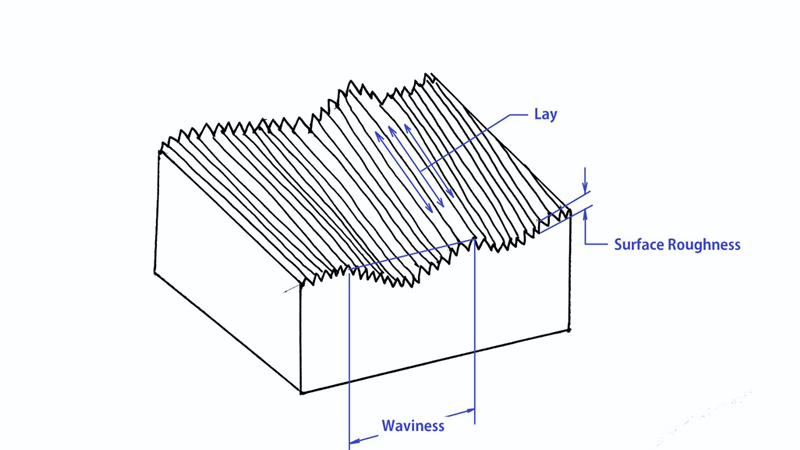
Шероховатость поверхности состоит из трех отдельных элементов - шероховатости, укладки и волнистости. Однако нередко в механических мастерских термин "шероховатость поверхности" используется для описания только шероховатости поверхности. Шероховатость - это наиболее часто указываемый аспект шероховатости поверхности.
Lay
Слоистость - это термин, используемый для описания преобладающего рисунка на поверхности и его ориентации. Узор обычно образуется в процессе производства и может быть параллельным, перпендикулярным, круговым, перекрестным, радиальным, разнонаправленным или изотропным (ненаправленным).
Под слоем понимается первичный рисунок на поверхности и ориентация этого рисунка. Обычно он является побочным продуктом процесса производства. Различные типы укладки могут быть параллельными, перпендикулярными, круговыми, перекрестными, радиальными, разнонаправленными или изотропными (без какого-либо предпочтительного направления).
Волнистость
Волнистость относится к тем вариациям шероховатости поверхности, которые имеют наиболее широкий интервал. В наиболее обобщенном виде периодические неровности на поверхности больше, чем длина выборки, используемой для измерения шероховатости. Тем не менее, они менее мелкие, более короткие и более регламентированные, чем дефекты плоскостности. Обычно волнистость поверхности возникает из-за искривления при нагреве и охлаждении или из-за ошибок в обработке, которые являются следствием болтанки или прогиба.
Для измерения волнистости используется длина оценки, и на этой длине формируется профиль волнистости. Профиль волнистости не включает в себя неровности поверхности, связанные с шероховатостью, плоскостностью или изменениями формы. Расстояние между пиками волн называется расстоянием между волнами (Wsm), а высота волны определяется такими параметрами, как средняя волнистость (Wa) или общая волнистость (Wt). Характеристики волнистости встречаются реже, чем характеристики шероховатости, но для подшипниковых колец или уплотнительных поверхностей они очень важны.
Шероховатость поверхности
Шероховатость поверхности можно представить как близко расположенные пики и долины на поверхности, и она является результатом состояния материала и используемого производственного процесса.
Критерии оценки шероховатости поверхности
Длина выборки
Длина выборки - это определенная контрольная длина, используемая для оценки шероховатости поверхности. Она должна быть выбрана на основе фактических характеристик формирования и текстуры поверхности. Выбранная длина должна точно отражать особенности шероховатости поверхности. При измерении длина выборки должна соответствовать общему направлению контура поверхности. Цель определения и выбора длины выборки - минимизировать влияние волнистости и погрешностей формы на результаты измерения шероховатости.
Продолжительность оценки
Длина оценки - это общая длина, используемая для оценки шероховатости поверхности. Она состоит из одной или нескольких длин выборки. Поскольку шероховатость поверхности может варьироваться на разных участках детали, одна длина отбора проб может не полностью отражать характеристики шероховатости. Для получения более точной оценки берется несколько длин отбора проб. Обычно длина оценки включает 5 длин отбора проб.
Справочная линия
Линия отсчета - это базовая линия, используемая для определения параметров шероховатости поверхности. Они бывают двух типов:
- Средняя линия по методу наименьших квадратов: Геометрическая линия контура, которая минимизирует сумму квадратичных отклонений всех точек в пределах длины выборки. Она обеспечивает идеальное математическое представление профиля поверхности.
- Линия среднего арифметического: Эта линия гарантирует, что участки профиля выше и ниже нее равны в пределах длины выборки.
Средняя линия наименьших квадратов - идеальная линия отсчета, но ее трудно применить на практике. Поэтому вместо нее обычно используется средняя арифметическая линия. Прямая линия с аналогичным положением часто используется в качестве аппроксимации во время измерений.
Терминология шероховатости поверхности
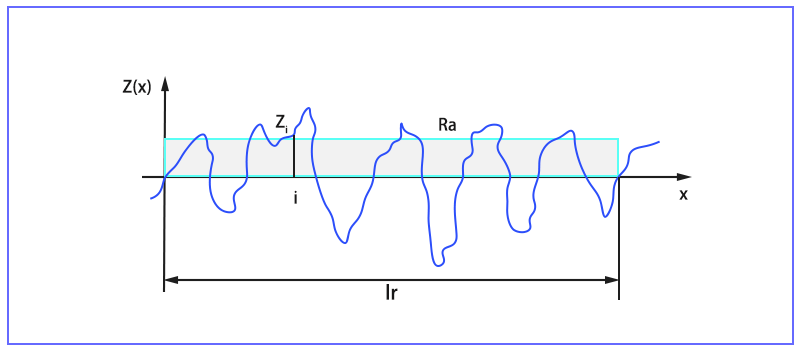
Ra - среднее арифметическое всех пиков и долин по всей длине оценки. Его также называют средним значением центральной линии (CLA).
Rz - среднее значение последовательных наибольших пиков и наименьших долин. Расстояние по вертикали между самым высоким пиком и самой низкой долиной, расстояние между вторым самым высоким пиком и второй самой низкой долиной и т. д. Обычно это делается для пяти самых больших отклонений, а затем вычисляется среднее значение. Это помогает устранить ошибки, поскольку Ra относительно нечувствительна к некоторым экстремальным значениям.
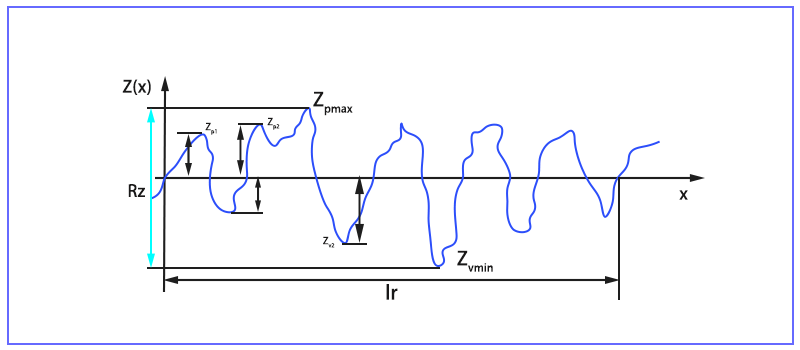
Rmax - расстояние по вертикали между самым высоким пиком и самой низкой долиной, рассчитанное в пределах длины выборки.
Rp - расчетное расстояние между самой высокой вершиной профиля и средней линией в пределах длины оценки.
Rv - расчетное расстояние между самой низкой долиной профиля и средней линией в пределах длины оценки.
Таблица преобразования шероховатости поверхности
В таблице ниже представлены преобразования между единицами промышленного стандарта для измерения шероховатости поверхности. Знание о пересчете одной альтернативной единицы промышленного стандарта - например, шероховатости поверхности Ra в метрических и имперских единицах - в ISO может оказаться полезным для того, чтобы понять, каким должно быть качество обработки поверхности.
| Ра(ум) | Ra(μin) | RMS(μin) | Rz(μm) | Шкала N (ISO 1302) |
| 0.025 | 1 | 1.1 | 0.3 | N1 |
| 0.05 | 2 | 2.2 | 0.5 | N2 |
| 0.1 | 4 | 4.4 | 0.4 | N3 |
| 0.2 | 8 | 8.8 | 0.8 | N4 |
| 0.4 | 16 | 17.6 | 1.6 | N5 |
| 0.8 | 32 | 32.5 | 3.2 | N6 |
| 1.6 | 63 | 64.3 | 6.3 | N7 |
| 3.2 | 125 | 137.5 | 12.5 | N8 |
| 6.3 | 250 | 275 | 5 | N9 |
| 12.5 | 500 | 550 | 50 | N10 |
| 25 | 1000 | 1100 | 100 | N11 |
| 50 | 2000 | 2200 | 200 | N12 |
Как измерить шероховатость поверхности
Существует несколько методов измерения шероховатости поверхности, в целом их можно разделить на 4 типа: контактное измерение, бесконтактное измерение, сравнение с известными образцами и методы, применяемые в процессе производства.
Контактный щуповой профилометр
Контактные измерения - наиболее распространенный метод. Алмазный щуп перемещается вверх и вниз, сталкиваясь с пиками и впадинами, смещение преобразуется в цифровые значения и отображается на экране профилометра. При этом методе часто измеряется до 20 мм. Профилометры не следует применять для мягких или легко деформируемых поверхностей, так как контакт может изменить текстуру поверхности.
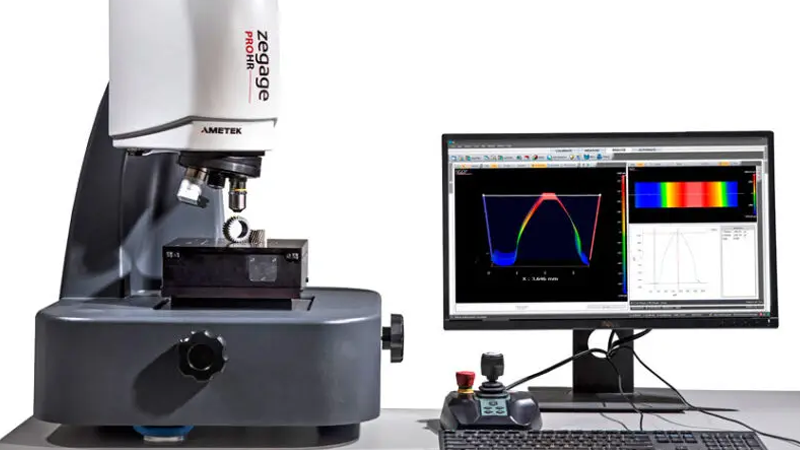
Бесконтактные методы
Бесконтактные измерения используют оптику или свет для измерения шероховатости поверхности при непосредственном контакте, например лазерная сканирующая конфокальная микроскопия и лазерная триангуляция. Луч проецируется на поверхность для измерения дифракционных и отраженных сигналов. Эти методы идеально подходят для мягких материалов и сложных геометрий благодаря их бесконтактному воздействию на поверхность. Однако на точность легко влияют отражательная способность и цвет поверхности.
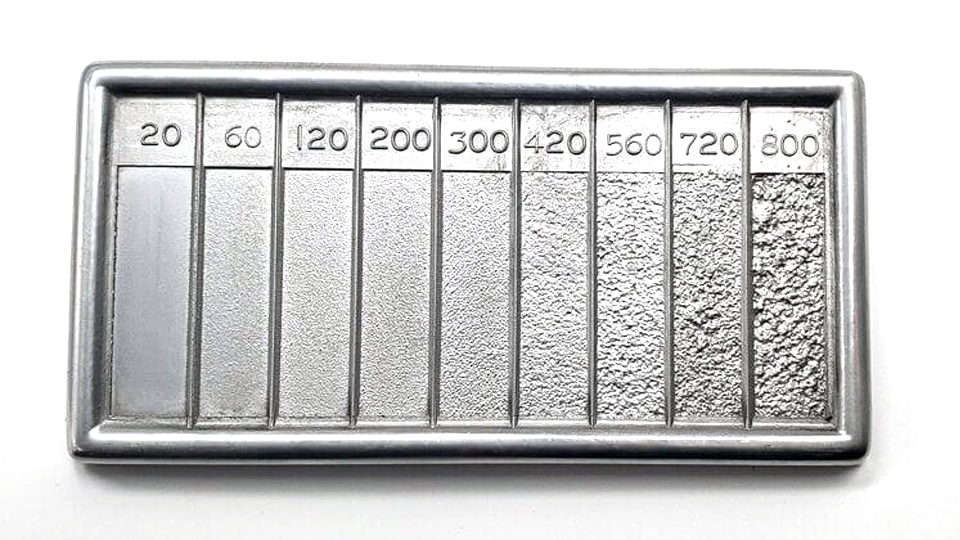
Методы сравнения
В методах сравнения используются образцы шероховатости поверхности, созданные с помощью определенных процессов или оборудования. Производители могут оценить параметры шероховатости, сравнивая поверхность с образцом с помощью тактильных и визуальных ощущений.
Методы, применяемые в процессе
методы, используемые в процессе обработки, такие как индуктивность, которая измеряет шероховатость поверхности с помощью магнитных материалов и электромагнитной энергии. Затем измеренное значение параметра помогает определить сравнительные параметры шероховатости.
Как выбрать подходящую шероховатость поверхности?
В некоторых областях применения шероховатость поверхности может не иметь большого значения. Однако в некоторых других случаях она имеет большое значение. В критических областях применения шероховатость поверхности может влиять на функциональность, производительность, долговечность и внешний вид деталей. Она также влияет на время и стоимость обработки.
Требования к уровню шероховатости поверхности при обработке на станках с ЧПУ зависят от различных областей применения. Не существует такого понятия, как изначально хороший или плохой уровень шероховатости поверхности; все сводится к тому, соответствует ли он конкретным требованиям. Таким образом, определение подходящей шероховатости поверхности при обработке с ЧПУ для вашей детали имеет большое значение. В процессе выбора необходимо учитывать следующие факторы.
Функциональность и назначение
При выборе подходящей шероховатости поверхности для обработки с ЧПУ наиболее важным моментом является предполагаемое использование детали. Шероховатость поверхности может повлиять на характеристики вашей детали и на то, как она взаимодействует с другими деталями и рабочей средой. Она может влиять на коэффициент трения, уровень шума, износостойкость, поглощающую способность, оптические свойства, несущую способность, долговечность, электропроводность, смазку и многие другие функции и свойства. В таблице ниже подробно описаны различные функции деталей с ЧПУ, влияние шероховатости поверхности на эти функции и соответствующие рекомендуемые уровни шероховатости поверхности.
В таблице ниже приведены общие значения шероховатости для различных производственных процессов.
| Процесс | Общие ра(ум) |
| Шлифование | 0.2 - 1.6 |
| Хонингование | 0.1-0.8 |
| Электрополировка | 0.1-0.8 |
| Полировка | 0.1-0.4 |
| Притирка | 0.05-0.4 |
| Суперфиниш | 0.025-0.2 |
| Фрезерование | 0.8-6.3 |
| Поворот | 0.4-6.3 |
| Бурение | 1.6-6.3 |
| EDM | 1.6-3.2 |
| Ковка | 3.2-12.5 |
| Лазерная резка | 0.8-6.3 |
| Экструдирование | 0.8-3.2 |
Стоимость и время производства
Для достижения более гладкой шероховатости поверхности при обработке на станках с ЧПУ требуется больший объем работы. Для получения низких значений шероховатости необходимы более низкие скорости станка, более тонкие подачи и более мелкие резы. Для уровней Ra 0,4 и ниже может потребоваться дополнительная полировка. Точный процесс производства и эти дополнительные шаги требуют больше времени и усилий, что, в свою очередь, повышает стоимость продукции.
О компании SogaWorks
SogaWorks - это универсальная онлайн-платформа для изготовления механических деталей на заказ, объединяющая более 1 000 лучших заводов для обслуживания стартапов и крупных компаний. Мы предлагаем гибкие производственные решения для быстрого создания прототипов, мелкосерийного тестирования и крупносерийного производства с такими услугами, как обработка на станках с ЧПУ, 3D-печать, изготовление листового металла, литье уретана и литье под давлением. Благодаря нашему механизму котирования, работающему на основе искусственного интеллекта, SogaWorks может предоставлять котировки за 5 секунд, подбирать лучшие мощности и отслеживать каждый шаг. Это сокращает сроки поставки и повышает качество продукции.