
CNC加工 は、ソフトウェアとコードを切削工具と組み合わせて、ブランクピースから余分な材料をカットし、希望の形状に成形するサブトラクティブプロセスである。この高度な技術をフルに活用するためには、CNCマシニング・プロジェクトを設計する際に、一連の設計ガイドラインを理解することが不可欠です。
CNC加工の進捗状況
CNCマシニングは、コンピュータ制御と様々な切削工具の組み合わせを活用し、ソリッド素材のブロックからレイヤーを高速で除去し、所望の形状を持つパーツを作成するサブトラクティブ製造プロセスです。ソガワークスでは、フライス加工、旋盤加工、研削加工などのCNC機械加工を提供し、金属とプラスチックの両方を加工することができます。
CNCフライス加工
CNCフライス加工は、コンピュータ制御技術を利用してワークピースから材料を切り出し、最終的な部品に成形するサブトラクティブ加工プロセスです。CNCフライス加工は汎用性が高く、多くの産業で利用することができる。複雑な形状の部品を効率的に作成することができます。
ソガワークスCNCフライス加工の特徴
| 最大部品サイズ | 4000 x 1500 x 600mm |
| 最小部品サイズ | 5 x 5 x 5mm |
| 標準公差 | ±0.1ミリメートル、またはあなたの要求に応じてより厳しい公差 |
| 材料 | 金属とプラスチック |
CNC旋盤加工
CNC旋盤加工は、回転するワークピースから材料を除去するために切削工具を利用するサブトラクティブ加工プロセスである。機械がワークピースの表面に沿って移動すると、材料が除去され、希望の形状が形成される。CNC旋盤加工では、さまざまな円錐形、円筒形、ヘリカルデザインを製造できる。
ソガワークスCNCフライス加工の特徴
| 最大部品直径 | 500mm |
| 最小部品直径 | 1mm |
| 部品の最大長 | 1500mm |
| 標準公差 | ±0.01 mm |
CNC加工設計ガイドライン
公差
ソガワークスでは、特にご指定がない限り、ISO2768 中規格に準拠したカスタムパーツの機械加工を行います。お客様の2D図面仕様に基づき、±0.0254mm(±0.001インチ)より厳しい公差で部品を製造することが可能です。ただし、重要な機能でない限り、より厳しい公差を使用することはお勧めしません。
リニア寸法
| 公称長さの限界 | ISO2768-c | ISO2768-m |
| 0.5mmから3mm | ±0.2mm | ±0.1mm |
| 3mm以上6mm以下 | ±0.3mm | ±0.1mm |
| 6mm以上30mm以下 | ±0.5mm | ±0.2mm |
| 30mm以上120mm以下 | ±0.8mm | ±0.3mm |
| 120mm以上400mm以下 | ±1.2mm | ±0.5mm |
| 400mm以上1000mm以下 | ±2mm | ±0.8mm |
| 1000mm以上2000mm未満 | ±3.0mm | ±1.2mm |
| 2000mm以上4000mm未満 | ±4.0mm | ±2.0mm |
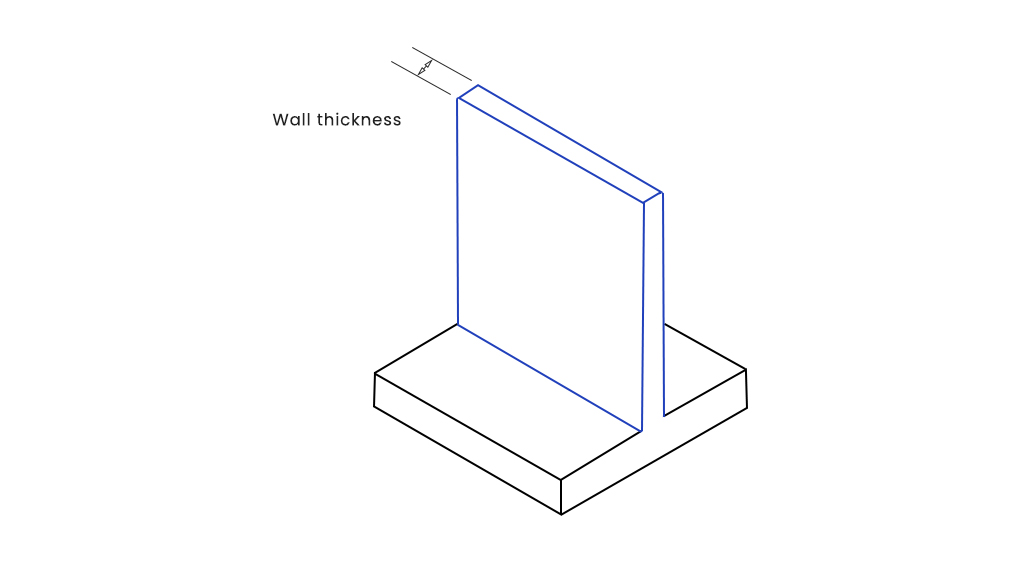
肉厚
肉厚を薄くすると、材料の剛性が低下し、加工中の振動が増加し、達成可能な寸法が減少する可能性があるためです。一般的なルールは、金属では0.8mm、プラスチックでは1.5mmの肉厚で設計することです。機械加工されるプラスチック部品の肉厚寸法が高いのは、収縮や反りの傾向があるためです。
- 金属: 最小0.8mm
- プラスチック: 最小1.5mm
スレッドの長さ
SogaWorksは、メートルねじ、インペリアルUNC、UNFなどのねじに対応し、切削することができます。すべてのねじ山は、2D図面にマーキングしてください。ねじ山は長ければ長いほど接続が強固になると考えられています。しかし、ねじの長さを直径の1.5倍にすると、接続に違いが生じます。スレッドの設計には、直径の1.5倍から3倍の長さを使用することをお勧めします。止まり穴のネジ山の場合は、直径の1.5倍の長さのネジ山を追加してください。
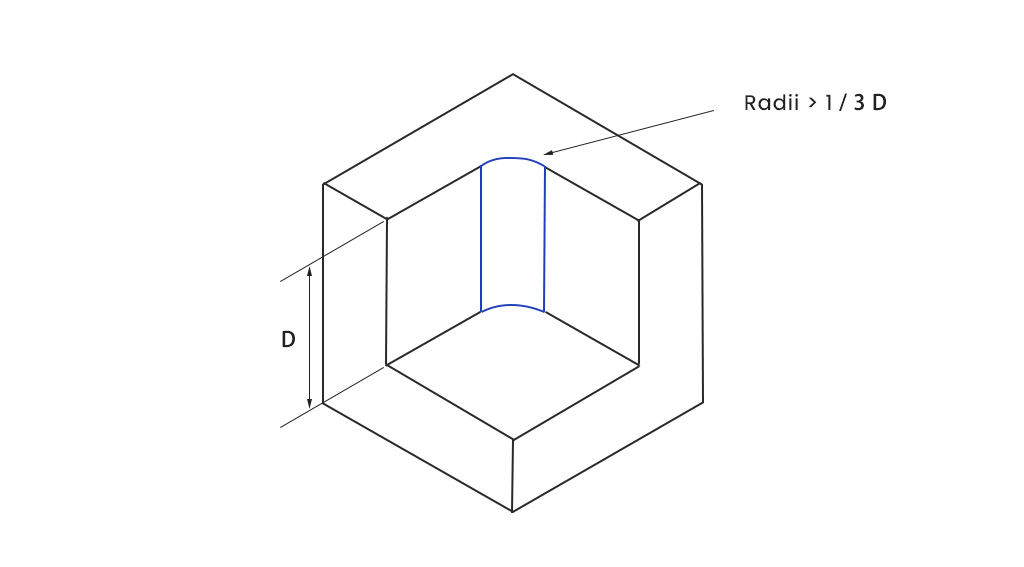
内部エッジ
CNC機械加工で使用されるエンドミルやその他の切削工具は、通常円筒形であるため、加工されたコーナーの内側に半径が生じます。直径の小さい切削工具を使用すれば、半径を小さくできることが多いが、工具の直径の制限から、必ずしも垂直の内角を作ることができるとは限らない。さらに、リードタイムの遅れやコストの増加など、より多くの問題を引き起こす可能性があります。
CNC加工部品を設計する場合、垂直方向の半径はキャビティの3分の1以上にすることを推奨する。
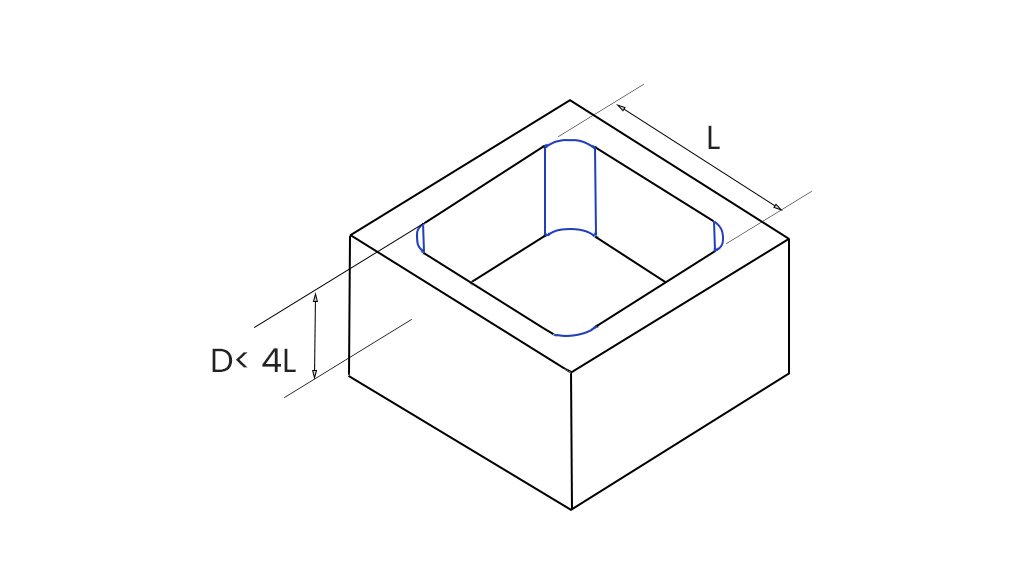
空洞
エンドミル工具の切削長には制限があり、通常直径の3~4倍である。キャビティの深さと幅の比が大きいと、工具のたわみと振動が大きくなります。したがって、良い結果を保証するために、深さを長さの4倍に制限することをお勧めします。より深い穴(直径の10倍まで)も可能ですが、コストが高くなります。
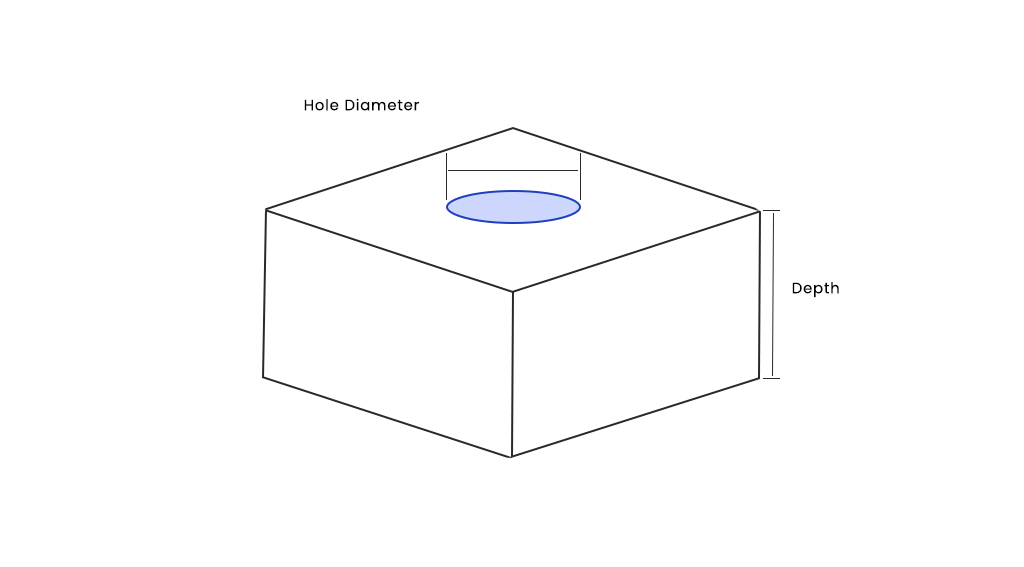
穴
穴はエンドミルやドリルビット工具を使って加工できる。直径20mm以下の穴は、標準サイズの使用をお勧めします。深穴加工(最大10倍サイズ)も可能ですが、深さは直径の4倍までとすることをお勧めします。
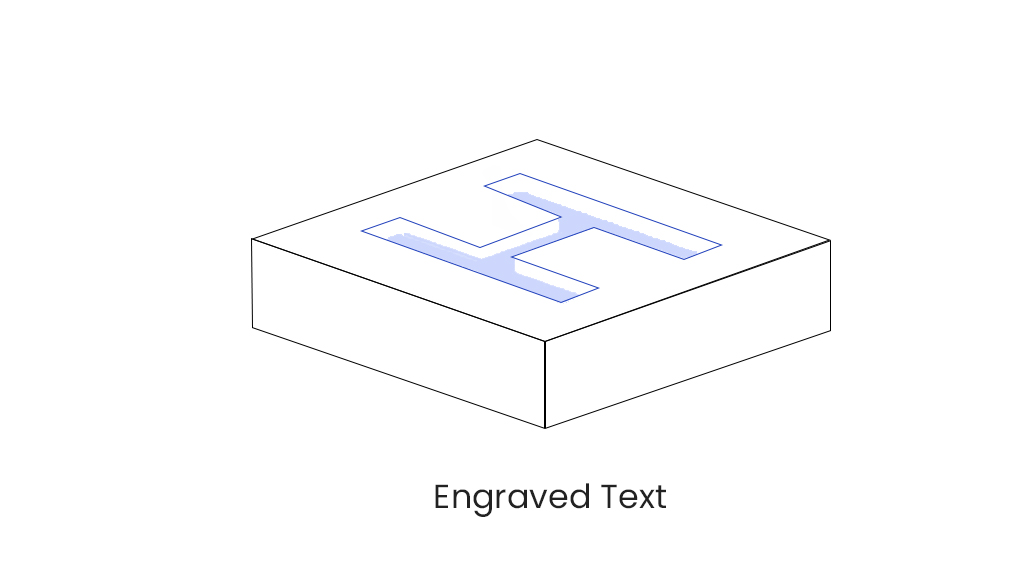
テキスト
文字が必要な場合は、エンボスの代わりに彫刻をお選びください。彫刻の方が材料が少なくて済むからです。
小さくて好ましくない特性を避けるため、最低20ポイントのサンセリフフォントを使用することを推奨する。
デザイン・ガイドラインの概要
| 肉厚 | 金属:最小0.8mm プラスチック:最低1.5mm |
| スレッドの長さ | 穴径の1.5倍から3倍 |
| 内部エッジ | キャビティ深さの ⅓ 倍以上 |
| 空洞 | 奥行きを長さの4倍に制限 |
| 穴 | 深さは直径の4倍まで |
| テキスト | 刻印入り、フォントサイズ20以上 |
コスト削減CNC設計のヒント
CNC機械加工部品は、その高精度、高速性、有効性から、様々な産業で幅広く使用されている。しかし、通常、以下のような他のプロセスよりもコストがかかる。 3Dプリンティング.この章では、CNC加工部品の総コストを削減するのに役立つ設計のヒントをいくつか紹介する。
- 深いポケットを取り除く。 深いポケットをなくすには、より多くの材料を除去する必要がある。さらに、正確な深さを得るために特殊な工具を使用することもある。つまり、加工時間が長くなり、価格も高くなる。したがって、ポケットの深さを減らす。
- 限られた厳しい公差。 精度が高ければ価格も高くなる。公差は必要な範囲に限定し(重要な機能の場合など)、モデルの残りの部分は公差規格内に収める。
- エンボス加工よりも刻印をお選びください。 細部に彫刻を施すと、エンボス加工よりも除去する材料が少なくて済むことが多く、全体的なコストも下がる。
CNC機械加工プロジェクトの開始
ソガワークスは以下のエキスパートです。 CNC加工CNCフライス加工や旋盤加工など、精密CNC加工サービスを提供しています。高品質な金属から一流のプラスチックまで、幅広い素材を取り扱っています。経験豊富なチームと最先端の機械加工能力により、お客様に高精度と高品質をお届けします。お見積もりはこちらから、 インスタント見積もりプラットフォームにモデルをアップロード.

