La rugosidad superficial (Ra) es la medida en micrómetros de los picos y valles microscópicos en las superficies de los materiales, describe las irregularidades microscópicas en las superficies de los materiales. La rugosidad superficial desempeña un papel vital en el rendimiento funcional; por ejemplo, una rugosidad superficial inadecuada provocará fallos prematuros y una disminución de la capacidad de carga de las ranuras de los anillos de los rodamientos. En este artículo se tratan los aspectos básicos de la rugosidad superficial, las técnicas de medición y cómo elegir.
¿Qué es el acabado superficial?
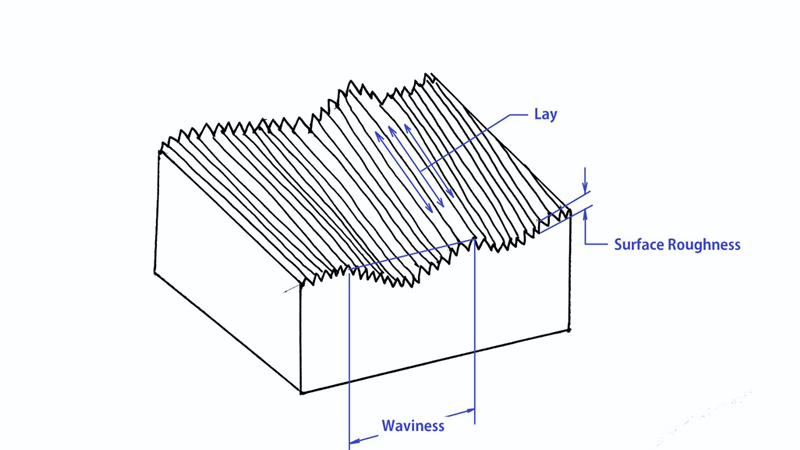
El acabado superficial se compone de tres elementos distintos: rugosidad, disposición y ondulación. Sin embargo, no es infrecuente que en los talleres de mecanizado se utilice el término acabado superficial para describir únicamente la rugosidad de la superficie. La rugosidad es el aspecto más comúnmente especificado del acabado superficial.
Lay
Lay es el término utilizado para describir el patrón dominante en una superficie y la orientación de dicho patrón. Por lo general, la disposición se produce durante el proceso de fabricación y puede ser paralela, perpendicular, circular, cruzada, radial, multidireccional o isótropa (no direccional).
Se refiere al patrón primario de una superficie y a la orientación de este patrón. Suele ser un subproducto del proceso de fabricación. Los distintos tipos de disposición pueden ser paralelos, perpendiculares, circulares, cruzados, radiales, multidireccionales o isótropos (sin ninguna dirección preferente).
Ondulación
La ondulación se refiere a las variaciones del acabado superficial que tienen un espaciado más amplio. De forma más generalizada, las irregularidades periódicas de la superficie son mayores que la longitud de muestreo utilizada para la medición de la rugosidad. Aún así, son menos pequeñas, más cortas y más reguladas que para no ser defectos de planeidad. Es común que la ondulación de la superficie se produzca debido a alabeos en el calentamiento y enfriamiento, o debido a errores de mecanizado siendo dichos errores consecuencia de charlatanería o desviación.
La longitud de evaluación se utiliza para medir la ondulación y se genera un perfil de ondulación en esta longitud. El perfil de ondulación no incluye las irregularidades de la superficie debidas a rugosidad, planitud o variaciones de forma. La distancia entre los picos de las ondas se denomina espaciado de ondulación (Wsm), mientras que la altura de las ondas se establece mediante parámetros como la ondulación media (Wa) o la ondulación total (Wt). Las especificaciones de ondulación son menos comunes que las de rugosidad, pero para las pistas de rodadura o las superficies de sellado son muy importantes.
Rugosidad superficial
La rugosidad de una superficie es el resultado del estado del material y del proceso de producción.
Criterios de evaluación de la rugosidad superficial
Longitud de muestreo
La longitud de muestreo es una longitud de referencia especificada que se utiliza para evaluar la rugosidad superficial. Debe elegirse en función de las características reales de formación y textura de la superficie. La longitud seleccionada debe representar con precisión las características de rugosidad de la superficie. Durante la medición, la longitud de muestreo debe seguir la dirección general del contorno de la superficie. El propósito de definir y seleccionar una longitud de muestreo es minimizar la influencia de los errores de ondulación y forma en los resultados de la medición de la rugosidad.
Duración de la evaluación
La longitud de evaluación es la longitud total utilizada para evaluar la rugosidad superficial. Consiste en una o más longitudes de muestreo. Dado que la rugosidad de la superficie puede variar en diferentes áreas de una pieza, una única longitud de muestreo puede no representar completamente sus características de rugosidad. Se toman varias longitudes de muestreo para obtener una evaluación más precisa. Normalmente, la longitud de evaluación incluye 5 longitudes de muestreo.
Línea de referencia
La línea de referencia es la línea de base utilizada para determinar los parámetros de rugosidad superficial. Existen dos tipos:
- Línea media por mínimos cuadrados: Línea de contorno geométrica que minimiza la suma de las desviaciones al cuadrado de todos los puntos dentro de la longitud de muestreo. Proporciona una representación matemática ideal del perfil de la superficie.
- Línea media aritmética: Esta línea garantiza que las zonas del perfil situadas por encima y por debajo de ella son iguales dentro de la longitud de muestreo.
La línea media de mínimos cuadrados es la línea de referencia ideal, pero es difícil de aplicar en la práctica. Por ello, se suele utilizar en su lugar la línea media aritmética. A menudo se utiliza una línea recta con una posición similar como aproximación durante la medición.
Terminología de la rugosidad superficial
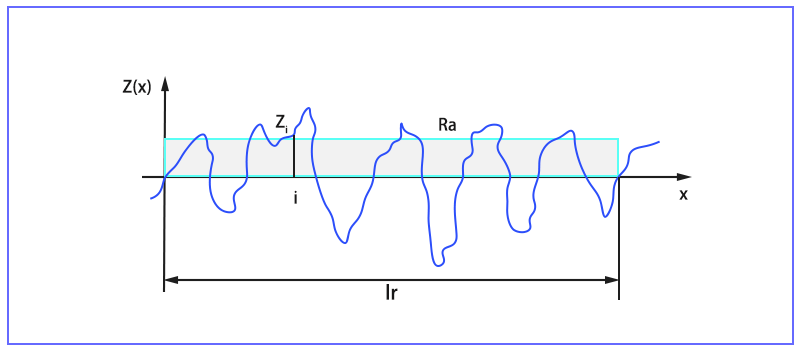
Ra - La media numérica de todos los picos y valles a lo largo de la evaluación. También se denomina media de la línea central (CLA).
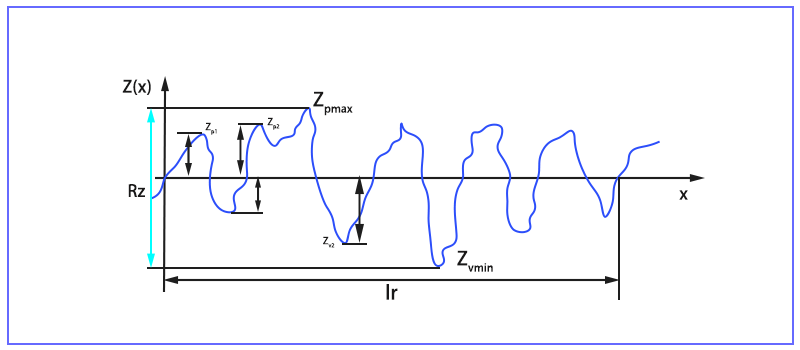
Rz - La media de los picos más altos y los valles más bajos consecutivos. La distancia vertical entre el pico más alto y el valle más bajo, la distancia entre el segundo pico más alto y el segundo valle más bajo, etc. Esto suele hacerse para las cinco mayores desviaciones, y luego se calcula una media. Ayuda a eliminar errores, ya que Ra es relativamente insensible a algunos extremos.
Rmax - Distancia vertical entre el pico más alto y el valle más bajo, calculada dentro de la longitud de muestreo.
Rp - Distancia calculada entre el pico más alto del perfil y la línea media dentro de la longitud de evaluación.
Rv - Distancia calculada entre el valle más bajo del perfil y la línea media dentro de la longitud de evaluación.
Tabla de conversión de la rugosidad superficial
La tabla siguiente representa la conversión entre unidades estándar de la industria para medir la rugosidad superficial. El conocimiento de la conversión de una unidad industrial estándar alternativa -por ejemplo, la rugosidad superficial Ra en sistema métrico e imperial- a ISO puede ser útil para determinar cómo desea que sea su acabado superficial.
| Ra(um) | Ra(μin) | RMS(μin) | Rz(μm) | Escala N (ISO 1302) |
| 0.025 | 1 | 1.1 | 0.3 | N1 |
| 0.05 | 2 | 2.2 | 0.5 | N2 |
| 0.1 | 4 | 4.4 | 0.4 | N3 |
| 0.2 | 8 | 8.8 | 0.8 | N4 |
| 0.4 | 16 | 17.6 | 1.6 | N5 |
| 0.8 | 32 | 32.5 | 3.2 | N6 |
| 1.6 | 63 | 64.3 | 6.3 | N7 |
| 3.2 | 125 | 137.5 | 12.5 | N8 |
| 6.3 | 250 | 275 | 5 | N9 |
| 12.5 | 500 | 550 | 50 | N10 |
| 25 | 1000 | 1100 | 100 | N11 |
| 50 | 2000 | 2200 | 200 | N12 |
Cómo medir la rugosidad superficial
Existen varios métodos para medir la rugosidad superficial, en general, se pueden dividir en 4 tipos: medición por contacto, medición sin contacto, comparación con muestras conocidas y métodos en proceso.
Perfilómetro de contacto Stylus
La medición por contacto es el método más utilizado. El palpador de diamante se mueve hacia arriba y hacia abajo al encontrar picos y valles, el desplazamiento se convierte en valores digitales y se muestra en la pantalla del perfilómetro. Este método suele medir hasta 20 mm. Los perfilómetros no deben aplicarse en superficies blandas o fácilmente deformables, ya que el contacto puede alterar la textura de la superficie.
Métodos sin contacto
La medición sin contacto utiliza medios ópticos o luminosos para medir la rugosidad de la superficie con contacto directo, como la microscopía confocal de barrido láser y la triangulación láser. Se proyecta un haz sobre la superficie para medir la difracción y las señales reflejadas. Estos métodos son ideales para materiales blandos y geometrías complejas por su ausencia de contacto con la superficie. Sin embargo, la precisión se ve fácilmente afectada por la reflectividad y el color de la superficie.
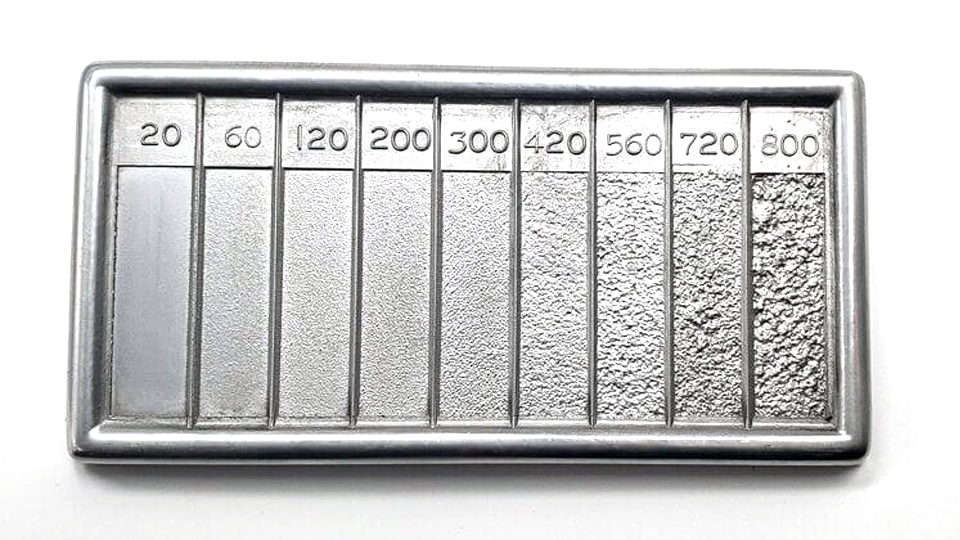
Métodos de comparación
Los métodos de comparación utilizan muestras de rugosidad superficial generadas por procesos o equipos específicos. Los fabricantes pueden evaluar los parámetros de rugosidad comparando la superficie con la muestra mediante los sentidos táctil y visual.
Métodos en curso
Métodos en proceso como la inductancia, que mide la rugosidad de la superficie utilizando materiales magnéticos y energía electromagnética. A continuación, el valor paramétrico medido puede ayudar a averiguar parámetros de rugosidad comparativos.
¿Cómo elegir la rugosidad superficial adecuada?
En algunas aplicaciones, la rugosidad de la superficie puede no tener mucha importancia. Sin embargo, tiene una importancia significativa en otros escenarios. En usos críticos, la rugosidad superficial puede influir en la funcionalidad, el rendimiento, la durabilidad y el aspecto de las piezas. También afecta al tiempo de mecanizado y al coste.
Los requisitos del nivel de rugosidad superficial en el mecanizado CNC varían en función de las distintas aplicaciones. No existe un nivel de rugosidad superficial intrínsecamente bueno o malo, sino que todo se reduce a si cumple los requisitos específicos. Por lo tanto, determinar la rugosidad superficial de mecanizado CNC adecuada para su pieza es de gran importancia. Los siguientes factores deben tenerse en cuenta durante el proceso de selección.
Funcionalidad y finalidad
Al elegir la rugosidad superficial de mecanizado CNC adecuada, el uso previsto de su pieza es la consideración más importante. La rugosidad de la superficie puede afectar a las características de la pieza y a su interacción con otras piezas y con el entorno de trabajo. Puede influir en el coeficiente de fricción, los niveles de ruido, la resistencia al desgaste, la capacidad de absorción, las propiedades ópticas, la capacidad de carga, la durabilidad, la conductividad eléctrica, la lubricación y muchas otras funciones y propiedades. En la tabla siguiente se detallan las distintas funciones de las piezas mecanizadas mediante CNC, cómo influye la rugosidad superficial en dichas funciones y los correspondientes niveles de rugosidad superficial recomendados.
La tabla siguiente muestra la rugosidad habitual para diferentes procesos de fabricación.
| Proceso | Ra(um) común |
| Rectificado | 0.2 - 1.6 |
| Bruñidor | 0.1-0.8 |
| Electropulido | 0.1-0.8 |
| Pulido | 0.1-0.4 |
| Lapeado | 0.05-0.4 |
| Superacabado | 0.025-0.2 |
| Fresado | 0.8-6.3 |
| Girar | 0.4-6.3 |
| Perforación | 1.6-6.3 |
| EDM | 1.6-3.2 |
| Forja | 3.2-12.5 |
| Corte por láser | 0.8-6.3 |
| Extrusión | 0.8-3.2 |
Coste y tiempo de producción
Conseguir una rugosidad superficial más suave en el mecanizado CNC exige más trabajo de mecanizado. Para obtener valores de rugosidad bajos, son necesarias velocidades de máquina más lentas, avances más finos y cortes menos profundos. Para niveles de Ra de 0,4 e inferiores, puede ser necesario un pulido adicional. El preciso proceso de fabricación y estos pasos adicionales requieren más tiempo y esfuerzo, lo que a su vez encarece el coste de producción.
Acerca de SogaWorks
SogaWorks es una plataforma en línea todo en uno para piezas mecánicas personalizadas, que conecta a más de 1.000 fábricas de primer nivel para dar servicio a startups y grandes empresas. Ofrecemos soluciones de fabricación flexibles para la creación rápida de prototipos, pruebas de pequeño volumen y producción a gran escala con servicios como mecanizado CNC, impresión 3D, fabricación de chapa metálica, fundición de uretano y moldeo por inyección. Con nuestro motor de presupuestos basado en IA, SogaWorks puede ofrecer presupuestos en 5 segundos, buscar la mejor capacidad y realizar un seguimiento de cada paso. Esto reduce los plazos de entrega y mejora la calidad del producto.



