La pasivación del acero inoxidable es un tratamiento superficial que mejora la resistencia a la corrosión del acero inoxidable. Consiste en formar una capa protectora de óxido densa y estable en la superficie del acero inoxidable mediante métodos electroquímicos. Esta capa impide el contacto directo entre el metal base del acero inoxidable y agentes corrosivos externos como el oxígeno, la humedad u otras sustancias, mejorando así la resistencia a la corrosión del material.
Principio del pasivado ácido del acero inoxidable
La resistencia a la corrosión del acero inoxidable se debe principalmente a la adición de más de 10,5% de cromo (Cr), por ejemplo, 16%-18% en Acero inoxidable 316L. El cromo se oxida fácilmente, formando rápidamente una densa película de óxido de Cr₂O₃ en la superficie del acero. Esta película aumenta significativamente el potencial de electrodo del acero y su resistencia a la corrosión en entornos oxidantes. La resistencia a la corrosión del acero inoxidable se basa en esta película de pasivación extremadamente fina (aproximadamente 1 nm) y densa, que actúa como barrera primaria, aislando el metal base de los medios corrosivos. Si la película de pasivación está incompleta o dañada, el acero inoxidable puede seguir corroyéndose.
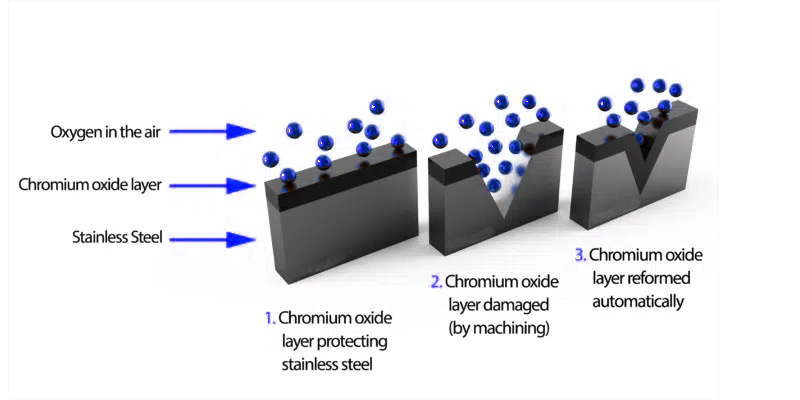
Cuando el acero inoxidable se expone al aire, forma una película de óxido, pero las propiedades protectoras de esta película son insuficientes. El decapado con ácido elimina una capa superficial media de unos 10 μm, en la que la actividad química del ácido hace que las zonas defectuosas se disuelvan más rápidamente que otras partes de la superficie. Este proceso da como resultado una superficie más uniforme y equilibrada. Y lo que es más importante, el decapado y la pasivación con ácido disuelven preferentemente el hierro y sus óxidos sobre el cromo y sus óxidos, eliminando la capa pobre en cromo y enriqueciendo la superficie con cromo. Bajo la acción de un agente oxidante, se forma una película de pasivación completa y estable. Esta película de pasivación rica en cromo puede alcanzar un potencial de +1,0V (SCE), próximo al de los metales nobles, lo que aumenta significativamente la estabilidad de la resistencia a la corrosión.
Importancia del pasivado del acero inoxidable
La razón principal del uso generalizado del acero inoxidable es su resistencia a la corrosión, que prolonga la vida útil de los componentes fabricados con él. Sin embargo, el acero inoxidable no es inmune a la oxidación. Todos los materiales de acero inoxidable, a menos que estén chapados o recubiertos, suelen someterse a pasivación tras un tratamiento previo (como decapado con ácido para eliminar la cascarilla negra, pulido, etc.) para su uso como productos acabados o en ensamblajes. Está demostrado que sólo mediante la pasivación puede el acero inoxidable mantener una estabilidad de pasivación a largo plazo, mejorando así su resistencia a la corrosión.
Related Post: ¿Se oxida el acero inoxidable? Todo lo que debe saber
Métodos de pasivación
Dependiendo de la operación, el decapado ácido y la pasivación del acero inoxidable pueden realizarse mediante seis métodos: inmersión, pasta, cepillado, pulverización, circulación y electroquímica. Entre ellos, la inmersión, la pasta y la pulverización son especialmente adecuados para el decapado ácido y la pasivación de cisternas y equipos químicos de acero inoxidable.
Método de inmersión
El método de inmersión es ideal para tuberías, codos y componentes pequeños de acero inoxidable, ya que ofrece los mejores resultados de tratamiento. Las piezas se sumergen completamente en la solución de decapado y pasivado, lo que permite una reacción superficial completa y la formación de una película de pasivado densa y uniforme. Este método es adecuado para operaciones continuas por lotes, pero requiere la reposición periódica de la solución a medida que disminuye su concentración. Entre sus inconvenientes se encuentran las limitaciones debidas a la forma y capacidad del tanque de ácido, que lo hacen inadecuado para equipos de gran tamaño o tuberías demasiado largas o anchas. El desuso prolongado puede reducir la eficacia debido a la evaporación de la solución, y requiere locales dedicados, tanques de ácido y equipo de calentamiento.
Método de la pasta
La pasta de decapado y pasivación de acero inoxidable se utiliza ampliamente y está disponible en varios productos comerciales, normalmente compuestos de ácido nítrico, ácido fluorhídrico, inhibidores de la corrosión y espesantes en proporciones específicas. Es adecuada para aplicaciones in situ, como el tratamiento de cordones de soldadura, decoloración de soldaduras, cubiertas de barcos, zonas muertas en esquinas, respaldos de escaleras mecánicas y pasivación de grandes superficies dentro de tanques de líquidos.

Las ventajas del método de la pasta incluyen la no necesidad de equipos o lugares especializados, la no necesidad de calentamiento, la flexibilidad de funcionamiento in situ y el decapado y pasivado en un solo paso. La pasta tiene una larga vida útil, ya que en cada aplicación se utiliza pasta fresca, y la reacción se detiene tras la pasivación, lo que evita la sobrecorrosión. Se ve menos afectada por el tiempo de aclarado posterior, y las zonas débiles, como las soldaduras, pueden reforzarse aún más. Sin embargo, el entorno operativo del trabajador es deficiente, la intensidad de la mano de obra es alta, los costes son más elevados y el efecto del tratamiento en las paredes interiores de las tuberías de acero inoxidable es menos eficaz, por lo que es necesario combinarlo con otros métodos.
Método de pulverización
El método de pulverización es adecuado para entornos fijos y cerrados con productos individuales o equipos con estructuras internas sencillas, como los procesos de decapado por pulverización en líneas de producción de chapas. Sus ventajas incluyen un funcionamiento rápido y continuo, una operación sencilla, un impacto mínimo en los trabajadores y un alto aprovechamiento de la solución, ya que la tubería puede volver a decaparse durante el proceso de transferencia.
Consideraciones sobre la pasivación
Pretratamiento para el decapado ácido y la pasivación: Si hay grasa u otros contaminantes en la superficie del acero inoxidable, pueden afectar a la calidad del decapado y la pasivación. Por lo general, deben utilizarse detergentes alcalinos o soluciones de limpieza para limpiar primero las paredes interiores del depósito.
Control de la concentración de iones cloruro en la solución/pasta de decapado y en el agua de limpieza: Un exceso de iones cloruro puede dañar la película de pasivación del acero inoxidable. Algunas soluciones o pastas de decapado utilizan medios corrosivos que contienen cloruros, como el ácido clorhídrico o el ácido perclórico, como agentes primarios o auxiliares para eliminar las capas de óxido superficiales, lo que es perjudicial para la prevención de la corrosión. Las normas, como la CB/T3595-94 para el decapado del acero inoxidable y la pasta de pasivación, exigen que el contenido de iones cloruro se controle entre 25 ppm y 100 ppm. El agua de limpieza también debe tener niveles de iones cloruro inferiores a 25 ppm, lo que puede conseguirse añadiendo nitrato sódico como inhibidor de la corrosión por iones cloruro al agua del grifo durante la construcción.
Neutralización de líquidos residuales y vertido medioambiental: El líquido residual del decapado ácido y la pasivación debe cumplir las normas nacionales de vertido medioambiental. Por ejemplo, los residuos que contienen flúor pueden tratarse con lechada de cal o cloruro cálcico, mientras que los que contienen cromo pueden reducirse con sulfato ferroso.
Inspección de calidad de la pasivación
La calidad del decapado y la pasivación del acero inoxidable puede inspeccionarse de acuerdo con normas como la CB/T3595-94 para pasta de decapado y pasivación de acero inoxidable o la ISO 15730 para inspección de películas de pasivación superficial tras pulido electrolítico, esmerilado y pasivación por decapado. Entre los métodos de inspección habituales se incluyen:
Inspección visual: La superficie del acero inoxidable decapado y pasivado debe ser uniformemente blanca plateada, lisa y estéticamente agradable, sin marcas visibles de corrosión. Los cordones de soldadura y las zonas afectadas por el calor no deben presentar decoloración por oxidación ni manchas de color irregulares.
Inspección de líquido residual: Utilice papel de prueba de fenolftaleína para comprobar el grado de aclarado del líquido residual en la superficie de acero inoxidable; un valor de pH neutro indica un aprobado.
Prueba del punto azul: La prueba del punto azul se basa en el principio de que las películas de pasivación incompletas o la contaminación por iones de hierro darán lugar a iones de hierro libres, que reaccionan con la solución de ferrocianuro potásico para formar un precipitado azul según la reacción:
K⁺ + Fe²⁺ + [Fe(CN)₆]³- → KFe[Fe(CN)₆]↓
Método de prueba: Disolver 10 g de ferrocianuro potásico en 50 ml de agua destilada, añadir 30 ml de ácido nítrico concentrado y diluir hasta 1000 ml con agua destilada en un matraz aforado para preparar la solución de prueba de los puntos azules, que tiene una caducidad de una semana. Deje caer la solución de prueba sobre el papel de prueba fijado a la superficie de acero inoxidable; si aparecen puntos azules en el papel de prueba al cabo de 30 segundos, la superficie se considera no calificada.
Acerca de SogaWorks
SogaWorks es una plataforma en línea todo en uno para piezas mecánicas personalizadas, que conecta a más de 1.000 fábricas de primer nivel para dar servicio a startups y grandes empresas. Ofrecemos soluciones de fabricación flexibles para la creación rápida de prototipos, pruebas de pequeño volumen y producción a gran escala con servicios como mecanizado CNC, impresión 3D, fabricación de chapa metálica, fundición de uretano y moldeo por inyección. Con nuestro motor de presupuestos basado en IA, SogaWorks puede ofrecer presupuestos en 5 segundos, buscar la mejor capacidad y realizar un seguimiento de cada paso. Esto reduce los plazos de entrega y mejora la calidad del producto.