
ステンレス鋼不動態化は、ステンレス鋼の耐食性を向上させる表面処理である。電気化学的手法により、ステンレス鋼表面に緻密で安定した酸化物保護層を形成する。この層は、ステンレス鋼母材と酸素、水分などの外部腐食剤との直接接触を防止し、材料の耐食性を向上させる。
酸性ステンレス鋼不動態化の原理
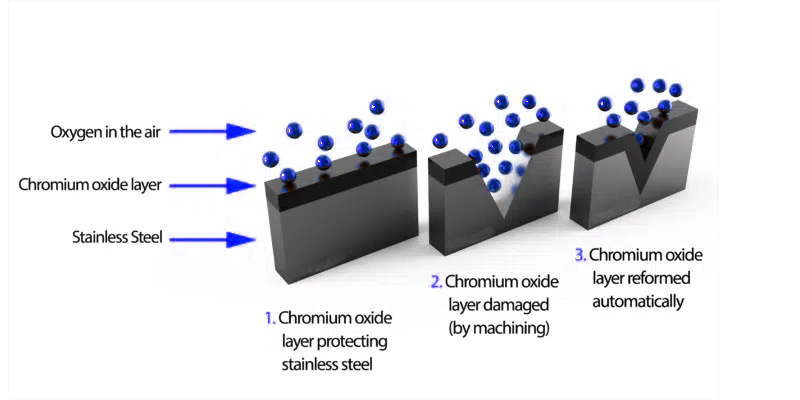
ステンレス鋼の耐食性は、主に10.5%以上のクロ ム(Cr)を添加することに起因する。 316Lステンレス鋼.クロムは容易に酸化し、鋼表面に緻密なCr₂O₃酸化皮膜を素早く形成する。この皮膜は、酸化環境における鋼の電極電位と耐食性を著しく向上させる。ステンレス鋼の耐食性は、この極薄 (約1 nm)で緻密な不動態化皮膜に依存 しており、この皮膜が腐食性媒体から母材を隔離 する第一のバリアとして機能する。不働態皮膜が不完全であったり損傷し ていても、ステンレス鋼は腐食する。
ステンレス鋼は空気に触れると酸化皮膜を形成するが、この皮膜の保護特性は不十分である。酸洗いは、平均約10μmの表面層を除去し、酸の化学活 性により、欠陥部分が他の部分より早く溶解する。このプロセスにより、より均一でバランスのとれた表面となる。さらに重要なことは、酸洗と不動態化処理によって、クロムやその酸化物よりも鉄やその酸化物が優先的に溶解され、クロム欠乏層がなくなり、表面がクロムで濃縮されることである。酸化剤の作用により、完全で安定した不動態化皮膜が形成される。このクロムリッチ不動態化皮膜は、貴金属に近い+1.0V(SCE)の電位に達することができ、耐食性の安定性を著しく向上させる。
ステンレス鋼不動態化の意義
ステンレス鋼が広く使われている第一の理由は、耐食性に優れているため、ステンレス鋼で作られた部品の寿命が延びることである。しかし、ステンレ ス鋼は錆びないわけではない。メッキやコーティングが施され ていない限り、ステンレス鋼は通常、前処理 (酸洗による黒色スケールの除去、研磨など) の後、不動態化処理が施され、完成品または組立品と して使用される。不動態化処理によってのみ、ステンレ ス鋼は長期的な不動態化安定性を維持でき、 耐食性が向上することが実証されている。
不動態化の方法
ステンレス鋼の酸洗・不動態化処理には、作業に応じて、浸漬、ペースト、ブラッシング、スプレー、循環、電気化学の6つの方法がある。これらのうち、浸漬、ペースト、およびスプレーは、ステンレス鋼の酸洗および不動態化に特に適しています化学タンカーや機器。
浸漬法
浸漬法は、ステンレス鋼のパイプライン、エルボ、小型部品に最適で、最高の処理結果を提供します。部品は酸洗・不動態化溶液に完全に浸漬され るため、表面反応が完全に起こり、緻密で均一 な不動態化皮膜が形成される。この方法は、連続バッチ処理に適しているが、溶液の濃度が低下するため、定期的な溶液の補充が必要である。欠点としては、酸タンクの形状や容量による制限があり、大型装置や長すぎたり幅の広いパイプラインには適さない。長期間使用しないと、溶液の蒸発により効果が低下する可能性があり、専用の会場、酸タンク、加熱装置が必要となる。
ペースト法
ステンレス鋼の酸洗および不動態化ペーストは広く使用されており、様々な市販品があります。一般的に、硝酸、フッ化水素酸、腐食防止剤、および増粘剤が特定の割合で配合されています。溶接継ぎ目、溶接変色、船舶甲板上面、コーナーデッドゾーン、エスカレーター背面、液体タンク内の大面積不動態化処理など、現場での用途に適しています。

ペースト法の利点は、特殊な設備や会場が不要であること、加熱が不要であること、現場での操作が柔軟であること、酸洗と不動態化がワンステップで済むことなどである。ペーストは保存期間が長く、毎回新鮮なペーストを使用することができ、不動態化後は反応が停止するため、過剰腐食を避けることができる。その後の水洗時間の影響も受けにくく、溶接部のような弱い部分をさらに強化することができる。しかし、作業者の作業環境が悪く、労働集約度が高く、コストが高く、ステンレス・パイプラインの内壁に対する処理効果が低く、他の方法との併用が必要である。
噴霧方法
スプレー方式は、シート生産ラインでのスプレー酸洗工程など、単一製品や内部構造が単純な設備で、固定された密閉環境に適している。その利点は、高速で連続運転が可能であること、操作が簡単であること、作業者への影響が最小限であること、パイプラインを移送中に再度酸洗できるため溶液の利用率が高いこと、などである。
不動態化の考察
酸洗および不動態化の前処理:ステンレス鋼の表面に油脂やその他の 汚染物質が付着していると、酸洗や不動態化 の品質に影響を及ぼす可能性がある。一般に、アルカリ性洗剤や洗浄液を使用し て、まずタンク内壁を洗浄する。
酸洗液/ペーストおよび洗浄水中の塩化物イオン濃度の管理:過剰な塩化物イオンは、ステンレス鋼の不動態化皮膜を損傷する可能性がある。一部の酸洗液やペーストは、表面酸化被膜を 除去するために、塩酸や過塩素酸のような塩化物 を含む腐食性媒体を主剤または助剤として使用して いるが、これは腐食防止にとって有害である。ステンレス鋼の酸洗および不動態化ペーストに関するCB/T3595-94などの規格では、塩化物イオンの含有量を25ppm~100ppmに管理することが要求されている。洗浄水も塩化物イオンを25ppm未満に抑える必要があるが、これは、施工時に水道水に塩化物イオン腐食防止剤として硝酸ナトリウムを添加することで達成できる。
廃液の中和と環境排出:酸洗・不動態化廃液は、国の環境排出基準を満たさなければならない。例えば、フッ素含有廃液は石灰乳または塩化カルシウムで処理でき、クロム含有廃液は硫酸第一鉄で還元できる。
不動態化の品質検査
ステンレス鋼の酸洗および不動態化の品質は、ステンレス鋼の酸洗および不動態化ペーストについてはCB/T3595-94、電解研磨、研削、酸洗不動態化後の表面不動態化膜検査についてはISO 15730などの規格に従って検査することができます。一般的な検査方法は以下の通りです:
目視検査:酸洗および不動態化処理されたステンレス鋼の表面は、一様に銀白色で、滑らかで、美観に優れ、腐食痕が目立たないこと。溶接継ぎ目や熱影響部には酸化変色 がなく、色むらがあってはならない。
残留液の検査:フェノールフタレイン試験紙を使用して、ステンレス鋼表面の残留液のすすぎ度をチェックする。
ブルードット試験:ブルー・ドット・テストは、不完全な不動態化膜や鉄イオンの混入によって遊離鉄イオンが生じ、それがフェロシアン化カリウム溶液と反応して反応に応じた青色の沈殿物を形成するという原理に基づいている:
K⁺ + Fe²⁺ + [Fe(CN)₆]³- → KFe[Fe(CN)₆]↓ となる。
試験方法フェロシアン化カリウム10gを蒸留水50mlに溶かし、濃硝酸30mlを加え、メスフラスコに蒸留水を入れて1000mlに希釈し、保存期間1週間の青点試験液を調製する。この試験液をステンレス鋼の表面に貼り付けた試験紙に滴下し、30秒後に試験紙に青い点が現れたら、その表面は不適格と判断する。
ソガワークスについて
SogaWorksは、カスタムメカニカルパーツのためのオールインワンオンラインプラットフォームです。CNC機械加工、3Dプリント、板金加工、ウレタン鋳造、射出成形などのサービスで、ラピッドプロトタイピング、少量テスト、大規模生産のための柔軟な製造ソリューションを提供します。AIを活用した見積もりエンジンにより、SogaWorksは5秒で見積もりを提出し、最適なキャパシティをマッチングさせ、すべてのステップを追跡することができます。これにより、納期が短縮され、製品の品質が向上します。



