アクリロニトリル・ブタジエン・スチレン(ABS)樹脂は、高強度、強靭性、汎用性などバランスの取れた特性を持っています。この記事では、その基本的な特性、分類、性能特性、加工技術について説明する。
ABS樹脂とは?
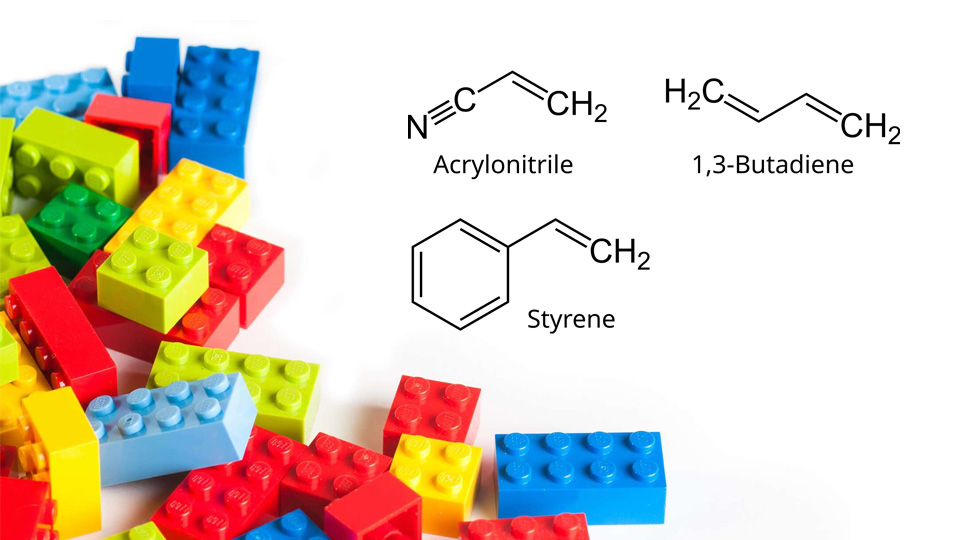
ABS樹脂は、アクリロニトリル(A)、ブタジエン(B)、スチレン(S)からなる三元共重合体およびその変性物である。ABS樹脂から作られたプラスチックは、一般にABS樹脂と呼ばれる。この材料は、ポリアクリロニトリルの剛性、耐薬品性、耐熱性、ポリスチレンの加工性と美観、ポリブタジエンの耐衝撃性と低温性能を兼ね備えている。
ABS樹脂は通常、淡黄色の顆粒または粉末状である。無毒、無臭、軽量(密度1.04~1.07g/cm³)で、耐衝撃性、低温性能、耐薬品性に優れています。また、寸法安定性、高い表面光沢、塗装や着色のしやすさも自慢です。しかし、ABSには引火性があり、熱変形温度が比較的低く、耐候性に劣るという制限がある。
ABSの種類と性能
ABS樹脂は、特定の性能ニーズを満たすために、幅広い組成と構造を調整することができる。
| 種類 | メリット | デメリット | 申し込み |
| 汎用ABS | 優れた機械的特性、コスト効率 | 耐熱性、耐候性に劣る | 家電製品、玩具、事務機器など |
| ハイインパクトABS | 非常に高い耐衝撃性、優れた靭性 | コスト高、加工難易度の上昇 | 自動車部品、安全ヘルメット、スポーツ用品など |
| ハイフローABS | 流動性が高く、複雑な金型にも容易に充填できる。 | 機械的強度の低下の可能性 | 精密部品、薄肉製品、電子機器構造など |
| 難燃性ABS | 難燃性の向上、安全性の向上 | コスト増、機械的特性に影響を及ぼす可能性あり | コスト上昇により、一部の機械的特性に影響が出る可能性がある |
| メッキグレードABS | メッキに適した高い表面仕上げ | コストが高く、特殊な加工が必要 | 装飾用金属部品、自動車内外装トリム、電子機器用装飾パネルなど |
機械的特性
ABSの引張強さはグレードによって大きく異なり、通常33~52MPaです。ABSは、その卓越した衝撃強度で有名です。高衝撃性ABSグレードは、室温で約400J/mのノッチ付きアイゾット衝撃強度を達成することができ、-40℃でも120J/m以上の値を保持します。これはABSの二相構造によるもので、連続した樹脂相にゴム粒子が分散しています。このゴム粒子は衝撃エネルギーを吸収し、亀裂の伝播を防ぎ、靭性を高めます。
衝撃性能は、ゴム含有量、グラフト化度、粒子径などの要因に依存する。ゴムの含有量が高いほど(通常25~40%)衝撃強度は著しく向上するが、ゴムが過剰になると引張強度や弾性率など他の機械的特性が低下する。
ABSはまた、優れた耐クリープ性を示す。例えば、室温で7.2MPaの圧力にさらされたABSパイプのサンプルは、2年半後でも寸法変化がほとんど見られない。自己潤滑性材料としては適さないが、ABSの優れた寸法安定性により、耐摩耗性に優れ、中負荷のベアリングに適している。
電気的特性
ABS樹脂は、温度や湿度による影響を最小限に抑え、広い周波数範囲にわたって信頼性の高い電気絶縁性を提供します。その電気的特性を表にまとめました。.
| プロパティ | 60Hz | 10³Hz | 10⁹Hz |
| 誘電損失(23) | 3.73 – 4.01 | 2.75 – 2.96 | 2.44 – 2.85 |
| 誘電損失係数(23) | 0.004 – 0.007 | 0.006 – 0.008 | 0.008 – 0.010 |
| 体積抵抗率 (Ω-cm) | (1.05 - 3.60) × 10¹⁶ | (1.05 - 3.60) × 10¹⁶ | (1.05 - 3.60) × 10¹⁶ |
| 表面抵抗率 (s) | 66 – 82 | 66 – 82 | 66 – 82 |
| 絶縁破壊電圧 (kV/mm) | 14 – 15 | 14 – 15 | 14-15 |
熱特性
1.82MPa荷重下でのABSの熱変形温度(HDT)は約93℃であるが、アニールにより6~10℃上昇する。ABSはアモルファス構造であるため、安定した応力-温度特性を示し、荷重が0.45MPaに低下してもHDTは4~8℃上昇するだけである。耐熱ABSグレードは、約115℃のHDTを達成できる。ABSの脆性温度は-7℃だが、-40℃でもかなりの強度を保つ。ABS製品は通常、-40℃~100℃の温度範囲で使用される。
ABSの線熱膨張係数は6.4×10-⁵/℃から11.0×10-⁵/℃で、熱可塑性プラスチックの中では比較的低い。しかし、ABSは他のエンジニアリング・プラスチックに比べて熱安定性が低く、260℃で分解し、有毒な揮発性化合物を放出する。また、引火性があり、自己消火性に欠ける。
化学的性質
ABS樹脂は優れた耐薬品性を示すが、その主な理由はニトリル基によるもので、希酸、アルカリ、塩に対して耐性を持つ。しかし、ケトン、アルデヒド、エステル、塩素化炭化水素には溶ける。エタノールなどのアルコール類にはほとんど溶けないが、メタノールには数時間で軟化する。炭化水素系溶剤に長時間接触すると膨潤することがある。応力がかかると、ABSは酢酸や植物油などの化学物質による応力割れを起こしやすくなります。 表1-4 (プレースホルダ:ここに耐薬品性表を挿入)は、様々な化学薬品に長時間さらされた後の質量と外観の変化について詳述している。
変性ABS樹脂の種類
ABSには多くの利点があるにもかかわらず、強度不足、熱たわみ温度の低さ、耐候性の低さ、自己消火性の欠如、不透明性など、エンジニアリングプラスチックとしての限界がある。これらに対処するため、強化ABS、難燃ABS、透明ABS、ASA、ACS、MBS樹脂など、いくつかの改良ABSが開発されてきた。
強化ABS
20~40%(質量比)のガラス繊維を添加すると、ABSの引張強さ、曲げ強さ、弾性率が著しく向上し、同時にHDTが増加し、熱膨張係数が減少して寸法安定性が向上する。しかし、衝撃強度はガラス繊維の含有率が高くなるにつれて低下する。 表2-1 (プレースホルダー:ここに強化ABSの特性表を挿入)は、ガラス繊維強化ABSの性能をまとめたものである。
難燃性ABS
ABSは本来可燃性であるが、低分子量の有機難燃剤と相乗剤を配合することで、難燃性ABSを製造することができる。このABS樹脂は、テレビハウジングやレドームなど、難燃性と優れた機械的強度を必要とする電子・電気機器用途に最適です。
透明ABS
標準的なABSは不透明だが、グラフト共重合によってアクリロニトリル、ブタジエン、スチレンの各成分にメタクリル酸メチルを組み込むことで、透明なABSを実現できる。透明ABSは透明度が高く、耐溶剤性に優れ、衝撃強度が強い。
ASA樹脂
ASA(アクリロニトリル-スチレン-アクリレート)樹脂は、アクリルゴムにアクリロニトリルとスチレンをグラフト重合した三元共重合体です。AAS樹脂とも呼ばれ、耐候性、耐衝撃性、熱安定性、耐薬品性に優れています。ボディパネル、燃料タンク、ラジエーターグリル、テールランプカバーなどの自動車部品に広く使用されている。表 はASA樹脂の性能を示しています。
| 密度 (g/cm³) | 1.07 |
| 引張強さ (MPa) | 52 |
| 弾性率 (GPa) | 2.6 |
| エロンゲーション(%) | 15 |
| 曲げ強度 (MPa) | 85 |
| 熱偏向温度 | 88 |
| 硬度(R) | 85 |
ACS樹脂
ACS(アクリロニトリル-塩素化ポリエチレン-スチレン)樹脂は、水添ポリエチレンにアクリロニトリルとスチレンをグラフト重合した三元共重合体である。優れた耐候性と難燃性を持つ。表はACS樹脂の性能の詳細です。
| 密度 (g/cm³) | 1.07 |
| 引張強さ (MPa) | 32 |
| エロンゲーション(%) | 40 |
| 熱偏向温度 | 86 |
| 成形収縮率(%) | 0.4 |
MBS樹脂
MBS(メチルメタクリレート-ブタジエン-スチレン)樹脂は、メチルメタクリレート、ブタジエン、スチレンのグラフト共重合体です。アクリロニトリルをメチルメタクリレートに置き換えると、最大90%の光線透過率を持つ透明な材料が得られる。MBSは、無機酸、アルカリ、塩、油に対する耐性とともに、-40℃でも優れた衝撃強度と靭性を保持しますが、ケトン、芳香族炭化水素、脂肪族炭化水素、塩素化炭化水素に対する耐性は劣ります。表 は、上海ペンケミカル工場のMBS樹脂の性能をまとめたものである。
| 密度 (g/cm³) | 1.10-1.14 |
| 引張強さ (MPa) | 40 |
| 曲げ強度 (MPa) | 40 |
| 熱偏向温度 | 75-80 |
| 成形収縮率(%) | 0.4-0.6 |
ABS樹脂の加工特性と技術
フロー特性
ABS樹脂のメルトフローレート(MFR)は、通常0.02~1g/分(200℃、5kg)であるが、この範囲外のグレードもある。MFRが高いほど流動性が良いことを示す。MFRが0.1g/分以下のABSは押出成形に適しており、0.1g/分以上のものは射出成形に最適である。疑似塑性流体であるABSは、せん断減粘挙動を示すため、せん断速度による粘度調整が可能です。安定した製品品質を得るためには、粘度変動の影響を受けにくいせん断速度で操作する必要があります。ABSの溶融粘度は中程度で、ポリアミドよりは流動性が低いですが、ポリカーボネートよりは流動性が高く、冷却固化速度は比較的速いです。
熱特性
非晶性ポリマーであるABSには明確な融点がなく、ガラス転移温度(Tg)は約115℃である。260℃を超えると分解が起こり、有毒な揮発性物質を放出するため、加工温度はこれを超えなければならず、通常は250℃以下に保たなければならない。推奨加工温度は以下の通り:
- 射出成形:160-230°C
- 押出:160-195°C
- ブロー成形: 200-240°C
- 真空成形:140-180°C
流動温度と分解温度の間の温度範囲が加工のしやすさを決定する。ABSの溶融温度は比較的低く(160~190℃)、加工窓も広いため、加工は容易である。しかし、加工温度が高いと、化学反応を防ぐために滞留時間を短くする必要がある。熱安定剤を添加することで、加工範囲を広げ、滞留時間を延長することができます。熱安定性が低いため、滞留時間を最短にし、加工後は機械バレルを洗浄してください。
乾燥特性
ABSは極性シアノ基を持つため、ポリスチレンに比べ吸水率が高い(0.3%~0.8%、1%以下)が、ポリアミドよりは低い。含水率を0.1%以下にするためには、加工前の予備乾燥が不可欠である。循環式空気乾燥(70~80℃、4時間以上)や通常のオーブン乾燥(80~100℃、2時間、顆粒層の厚さ50mm以下)などの方法で、約80℃で2~4時間乾燥させる。
射出成形
ABSは通常、スクリュータイプで加工される。 射出成形 単一ヘッド、等距離、段階的、全ネジスクリュー(長さ対直径比20、圧縮比2.0~2.5)の機械。流量の減少や材料の変色を避けるため、セルフロック式ノズルよりもオープンノズルや拡張ノズルが好ましい。
射出温度はグレードによって異なる:
- 汎用グレードと高衝撃グレード200~260℃(分解を防ぐためそれ以下)
- 耐熱グレードとめっきグレード220-270°C (金型への充填やメッキの性能を向上させるため、より高い温度)
- 難燃グレード:190-240°C
薄肉部品、長い流路、小さなゲート、耐熱・難燃グレードの場合は高い射出圧力が必要ですが、厚肉部品で大きなゲートの場合は低い圧力で十分です。内部応力を最小限に抑えるため、保持圧力は過大にならないようにする。金型温度は通常50℃であるが、表面仕上げの向上、ウェルドラインの減少、変形の最小化のために70℃まで上げることができる。表 は、さまざまなABS グレードの加工条件を示している。
| パラメータ | 一般タイプ | 高推力タイプ | ニュータイプ | シングルステージ |
| 回転速度(r/min) | 30-60 | 30-60 | 30-60 | 20-60 |
| ノズル温度 (°C) | 180-190 | 190-200 | 190-200 | 190-210 |
| ノズル温度 (°C) | 180-200() | 180-200 | 190-200 | 200-210 |
| エンジン温度 (°C) | 210-230 | 210-230 | 220-240 | 230-250 |
| エンジン温度 (°C) フロント | 200-210 | 200-210 | 200-220 | 210-230 |
| 点火温度 (°C) | 50-70 | 50-80 | 60-85 | 40-80 |
| 主圧 (MPa) | 70-90 | 70-120 | 85-120 | 70-120 |
| 使用圧力 (MPa) | 50-70 | 50-70 | 50-80 | 50-70 |
| 注入時間 (s) | 3-5 | 3-5 | 3-5 | 1-4 |
| 保持時間 (s) | 15-30 | 15-30 | 15-30 | 20-50 |
| 冷却時間 (s) | 15-30 | 15-30 | 15-30 | 15-30 |
| 全サイクル(秒) | 40-70 | 40-70 | 40-70 | 40-90 |
押出
ABSの押出成形には、汎用の単軸スクリュー押出機(長さ対直径比18~20、圧縮比2.5~3.0)が使用され、スクリューは段階的または急激な圧縮が可能である。適度な溶融粘度のため、スクリュー冷却の必要がない。押出成形により、パイプ、ロッド、シートなどのABSプロファイルが製造されます。表 には、それぞれABSパイプとロッドの詳細な加工条件が記載されている。
| パラメータ | 一般的価値 |
| シャフト外径 (mm) | 32.5 |
| シャフト内径 (mm) | 25.5 |
| 温度 (°C) 範囲 下限 | 160-165 |
| 温度 (°C) 範囲 上限 | 170-175 |
| 温度 (°C) ピーク | 175-180 |
| 発火温度 (°C) | 175-180 |
| 動作温度 (°C) | 190-195 |
| 回転速度(r/min) | 10.5 |
| 内径 (mm) | 33 |
| 外径(mm) | 26 |
| フラットストレート外径長さ (mm) | 50 |
| ポジション比率 | 1.02 |
| 外径 固定重量 内径 (mm) | 33 |
| 外側固定長 (mm) | 250 |
ソガワークスについて
SogaWorksは、カスタムメカニカルパーツのためのオールインワンオンラインプラットフォームです。ラピッドプロトタイピング、少量テスト、大量生産のための柔軟な製造ソリューションを提供します。 ABS CNC加工3Dプリンティング、ウレタン鋳造、射出成形。SogaWorksは、AIを搭載した見積もりエンジンにより、5秒で見積もりを提出し、最適なキャパシティをマッチングし、すべてのステップを追跡することができます。これにより、納期が短縮され、製品の品質が向上します。



