カスタムCNC旋盤サービス
SogaWorksは、単純な円筒形状から複雑な円筒形状まで、低コストで製作できる高度なCNC旋盤加工サービスを提供しています。
- 0.005mmまでの厳しい公差
- 複雑形状のための3、4、5軸CNCフライス加工
- 様々な金属、プラスチックに対応
- 手頃な価格で信頼性の高いソリューションを迅速な納期で提供します。

CNC旋盤の見積りを開始
ステップ i stp i sldprt i prt i ipt i dwg i pdf i dxf i zip i rar

すべての図面は安全かつ機密です。
CNC旋盤加工
カスタムCNC旋盤加工サービスをご利用いただき、お客様独自のプロジェクトニーズに対応した信頼性の高い高精度旋盤加工部品を入手してください。当社の高度なCNC旋盤加工サービスは、単純な円筒形状から複雑な円筒形状まで、低コストで製造することができます。ダイナミックツーリングを使用することで、軸方向および半径方向の穴、スロット、溝、平坦面などの複雑な形状を正確に製造することができます。
1,000店舗以上の製造ネットワークを構築することで、ソガワークスは短納期で手頃な価格のCNC旋盤加工サービスを提供することができます。SogaWorksのプラットフォームはAI技術を駆使し、即座に価格設定とDFMフィードバックを提供することで、お客様の部品がCNC旋盤加工に最適化されることを保証します。迅速なプロトタイプから少量から大量生産まで、SogaWorksは高品質な金属やプラスチックのCNC旋盤加工パーツをお届けします。
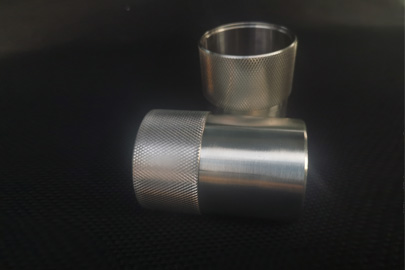
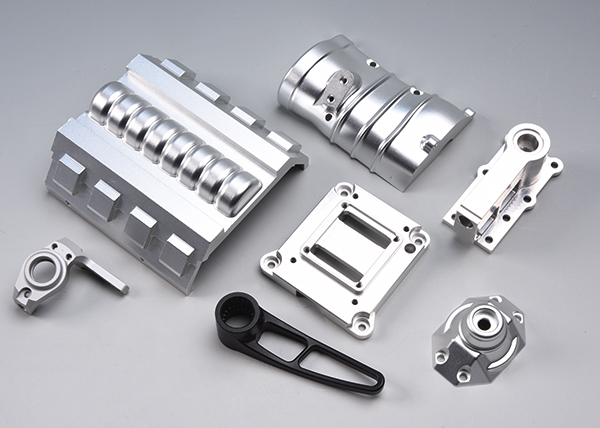
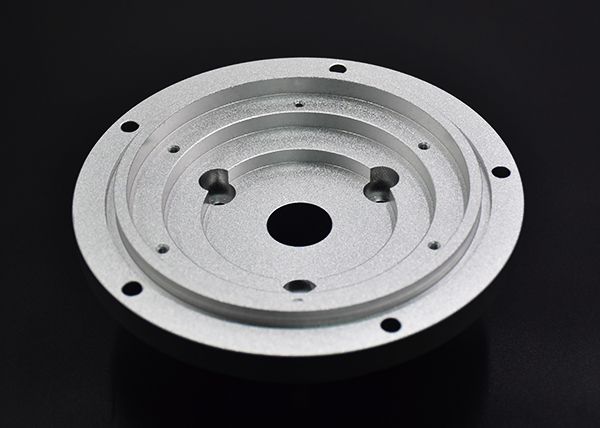
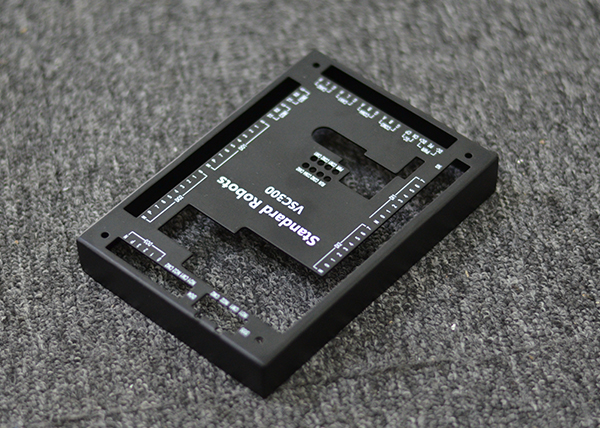
ソガワークス製CNC旋盤部品
当社は、精密CNC旋盤加工による試作品や最終用途部品をお客様のために製造しています。




CNC旋盤公差
技術図面に特にご指定がない場合、すべての部品は以下のISO 2768公差規格に従って加工されます。一般的に、ISO 2768-m、ISO 2768-fを選択するか、2D技術図面でさらに厳しい公差を指定することができます。
公称長さの限界 |
ISO 2768-m |
ISO 2768-f |
|---|---|---|
|
0.5mmから3mm |
±0.1mm |
±0.05mm |
|
3mm以上6mm未満 |
±0.1mm |
±0.05mm |
|
6mm以上30mm以下 |
±0.2mm |
±0.1mm |
|
30mm以上120mm以下 |
±0.3mm |
±0.15mm |
|
120mm以上400mm以下 |
±0.5mm |
±0.2mm |
|
400mm以上1000mm未満 |
±0.8mm |
±0.3mm |
|
1000mm以上2000mm未満 |
±1.2mm |
±0.5mm |
|
2000mm以上4000mm未満 |
±2.0mm |
- |
公称長さの限界 |
ISO 2768-m |
ISO 2768-f |
|---|---|---|
|
10mmまで |
±1° |
±1° |
|
10mm以上50mm以下 |
±0°30′ |
±0°30′ |
|
50mm以上120mm以下 |
±0°20′ |
±0°20′ |
|
120mm以上400mm以下 |
±0°10′ |
±0°10′ |
|
400mm以上 |
±0°05′ |
±0°05′ |
公称長さの限界 |
ISO 2768-m |
ISO 2768-f |
|---|---|---|
|
0.5mmから3mm |
±0.2mm |
±0.2mm |
|
3mm以上6mm未満 |
±0.5mm |
±0.5mm |
|
6mm以上 |
±1.0mm |
±1.0mm |
粗さとねじ山
CNC旋盤材料

CNC旋盤加工
SogaWorksは、アルミニウム7075、6061、ステンレススチール304、316、銅など、CNCフライス加工部品の選択に必要な50種類以上の金属と材種を提供しています。

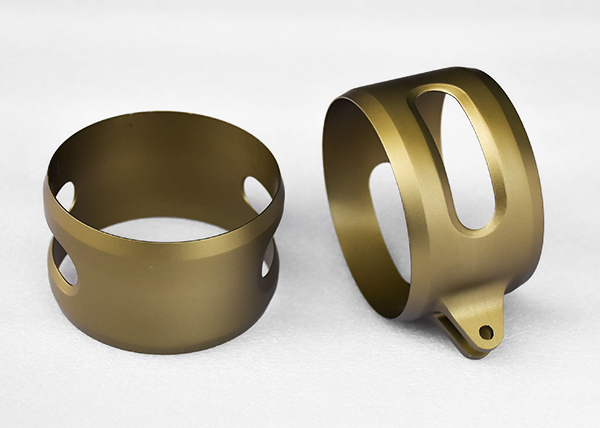
CNC旋盤表面仕上げ
表面仕上げは、CNC加工部品に求められる機能性や美観を実現するために非常に重要です。ソガワークスでは、硬度、粗さ、耐食性、耐熱性を向上させることで、部品の機能を強化する様々な表面仕上げを提供しています。
0.0001~0.001インチの厚さの酸化皮膜を形成し、耐食性と美観のためにアルミニウムCNC機械加工部品を保護し、着色する。
アルマイト・タイプII
0.001~0.004インチの厚い層を形成する。硬度と耐摩耗性が重要な場合に最適である。
アルマイト・タイプIII

従来のタイプIIの利点を生かしながら、アルミニウム部品の導電性を維持または向上させる。
導電性陽極酸化タイプII

機能性、装飾性、耐食性などのために、電気化学的析出法によって金属薄層で部品を覆うこと。
電気めっき

鋼鉄、鉄、銅製の物には、腐食を防ぐために亜鉛の保護膜を塗る。
亜鉛メッキ

表面に保護膜や機能膜を塗ること。液状の塗料を塗布し、硬化工程を経て塗膜を固化させる。
絵画

主に金属などの素材に保護や装飾のためのコーティングを施すこと。乾燥粉末を表面に塗布し、静電的に塗布した後、熱または紫外線で硬化させる。
パウダーコーティング
珪砂を圧縮空気で被加工物の表面に吹き付けて、表面をきれいにしたり、滑らかにしたり、テクスチャーをつけたりする。
サンド・ブラスト
画像、パターン、テキストを表面に貼り付ける。
シルクスクリーン

鉄系金属に施される化成皮膜で、黒色酸化鉄の薄い保護層を形成する。
ブラックオキサイド

研磨ベルトやローラーブラシを使用して、部品の表面を磨き、品質を向上させる。
ブラッシング

表面から材料を選択的に除去し、平滑で研磨された、しばしば耐腐食性の仕上げをもたらす。
電解研磨
特徴 |
おすすめ |
可能 |
|---|---|---|
|
最大サイズ |
- |
直径500mm |
|
Min.特徴 |
Ø 2.5 mm |
Ø 0.5 mm |
|
内部エッジ |
R 8mm |
R 0.25mm |
|
最小肉厚 |
0.8 mm(金属用) |
0.5 mm(金属用) |
|
穴 |
直径:標準 |
直径Ø 0.5 |
|
スレッド |
サイズM6以上 |
サイズM2 |
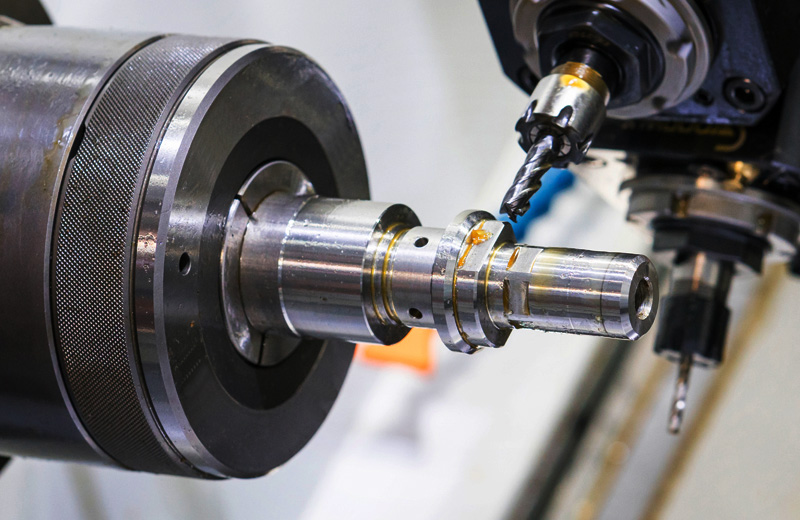
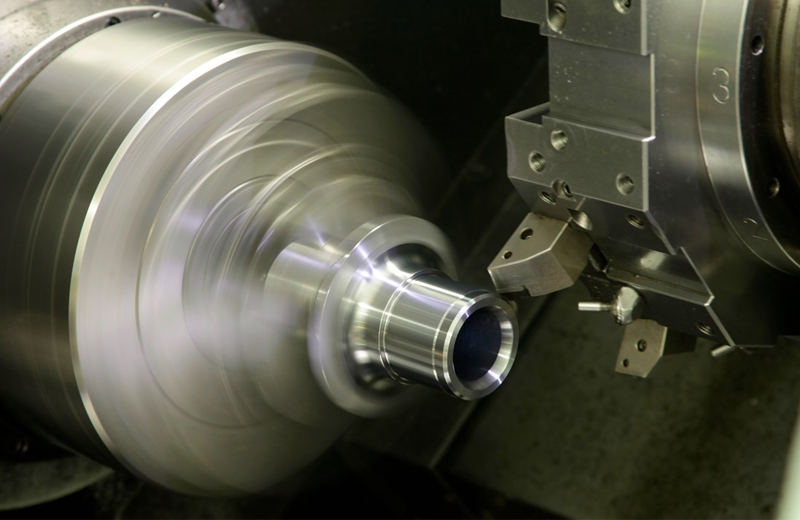
CNC旋盤加工の仕組み
CNC旋盤加工は、コンピュータ制御の旋盤を使用して、材料を円筒形の部品に正確に成形する減法的製造プロセスである。この工程は、CADソフトウェアを使用して部品を設計することから始まり、CAMソフトウェアを使用してCNCマシンの指示に変換される。セットアップの段階では、適切な切削工具が取り付けられ、円筒形のワークが機械のチャックに固定される。
機械が作動すると、ワークピースは高速で回転し、切削工具はさまざまな軸に沿ってトラバースし、プログラムされた仕様に従って材料を彫り、成形する。この段階には、フェーシング、ねじ切り、ローレット加工、穴あけなどの作業が含まれる。過熱を防ぎ、切り屑を除去するため、一般的にクーラントが塗布される。
機械加工が完了すると、部品はサンドブラストや研磨などの仕上げ工程を追加することができます。最終段階では、部品が必要な寸法と公差をすべて満たしていることを確認するために、総合的な検査を行います。
多業種に対応
私たちのラピッドプロトタイピングとオンデマンド生産サービスは、幅広い業界で利用されていますが、最も多くの経験を積んでいるのは以下の分野です。



