
Visión general del plegado de chapa metálica
El plegado es un proceso utilizado para deformar metal utilizando fuerza y doblarlo en la dirección deseada para crear una forma específica. Para ello se utilizan laminadoras y plegadoras. Hay varios tipos de laminadoras, y pueden laminar chapas metálicas para darles formas diferentes dentro de ciertos márgenes.

Existen varios métodos de plegado de chapas:
- Doblado en V: Aquí es donde la herramienta de plegado proporciona la fuerza necesaria para doblar el material metálico (colocado encima del troquel en V) en los ángulos deseados. Esta técnica permite doblar placas de acero sin modificar su posición.
- Doblado de rodillos: Esta técnica dobla chapas de acero en formas curvas o rollos. Emplea la plegadora y una prensa hidráulica y tres rodillos para lograr esa curva deseada. Es ideal para conos, tubos y otros materiales con forma hueca.
- Doblado en U: Este proceso de plegado es similar al plegado en V. La única diferencia es que utiliza una matriz en U y las piezas finales tienen forma de U.
- Doblado giratorio: Esta técnica dobla metales para crear bordes afilados. Es una opción excelente para ángulos de doblado superiores a 90°.
- Limpie la flexión: Utiliza un troquel para medir el radio de curvatura de la hoja.
El plegado es mejor para materiales maleables, pero no duros ni quebradizos. Es una buena opción para aceros para muelles y aceros suaves, aluminio 5052 y cobre.
Directrices de diseño para el plegado de chapa metálica
Para lograr mejores resultados de fabricación, debe tener en cuenta los siguientes factores a la hora de diseñar piezas de chapa metálica.
Tolerancia
Fabricación de chapas metálicas Las tolerancias se refieren a las desviaciones aceptables de las características de las piezas de chapa metálica necesarias para una instalación e integración precisas y coherentes.
Para las piezas de chapa, utilizamos ISO 2768-c para garantizar el control adecuado de los elementos geométricos y dimensionales.
| Detalle de las dimensiones | Tolerancia |
| Tamaño de los orificios | ±0.005″ |
| De borde a borde, superficie única | ±0.010″ |
| Borde a agujero, superficie única | ±0.010″ |
| Agujero a agujero, superficie única | ±0.005″ |
| Curva hasta el borde / agujero, superficie única | ±0.015″ |
| Doblar para doblar | ±0.020″ |
| Borde a borde, superficie múltiple | ±0.030″ |
| Sobre pieza conformada, superficie múltiple | ±0.030″ |
| Ángulo de flexión | ±1° |
Radio de curvatura
El radio de curvatura mínimo puede variar en función de los materiales. Cuando el radio es inferior al recomendado, puede producirse flujo de material en materiales blandos y fractura en materiales duros. Para garantizar la resistencia a la flexión, el radio de flexión de la chapa debe ser superior al radio de flexión mínimo del material. la siguiente tabla muestra el radio de flexión mínimo de diversos materiales de chapa. t representa el grosor de la chapa.
| Materiales | Condición blanda | Condición dura |
| Aleaciones de aluminio | 0 | 6t |
| Bronce | 0 | 4t |
| Latón | 0 | 2t |
| Acero inoxidable | 0.5t | 6t |
| Acero bajo en carbono | 0.5t | 4t |
| Aleación de titanio | 2.6t | 4t |
Las normas de cada fabricante pueden ser diferentes. Se recomienda elegir razonablemente la norma en función de la situación real.
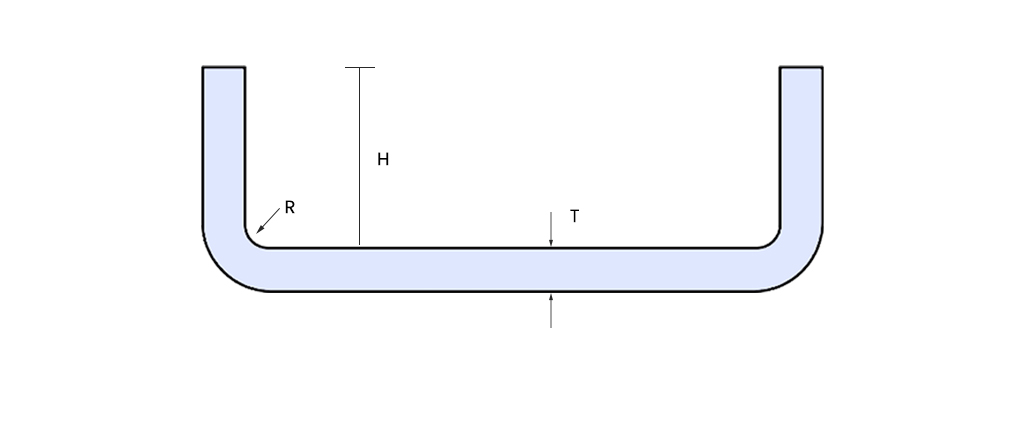
Altura de flexión
La altura de curvado debe ser al menos el doble del grosor de la chapa más el radio de curvado, es decir, H ≥ 2T + R. Si la altura de plegado es demasiado pequeña, la chapa se deformará fácilmente durante el plegado y será difícil conseguir la forma ideal y la precisión dimensional.
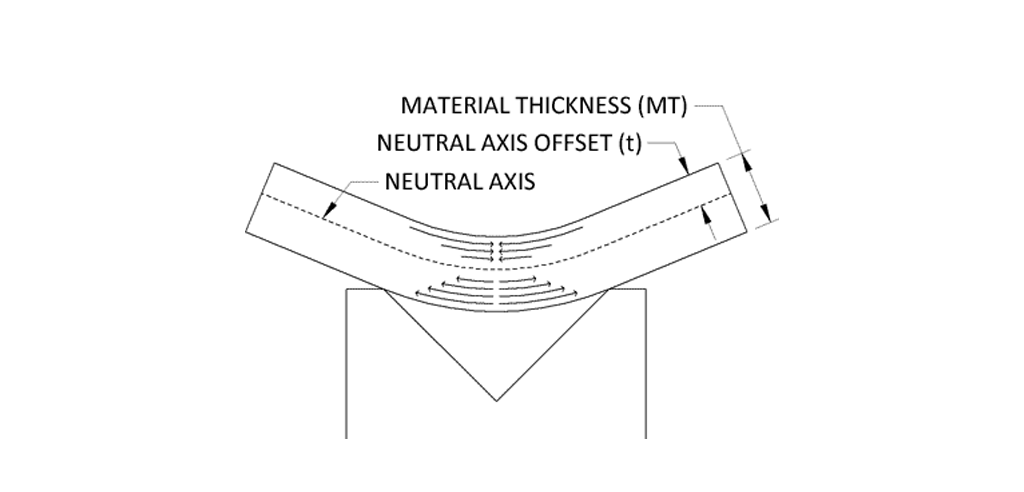
Tolerancia a la flexión
Si se dobla chapa de acero, el eje neutro se desplaza hacia la superficie interior doblada. El factor K representa la relación entre la ubicación del eje neutro (t) y el grosor del material (MT), que se utiliza para determinar la tolerancia de flexión (factor K= t/MT). El factor K ideal oscila entre 0,3 mm y 0,5 mm.
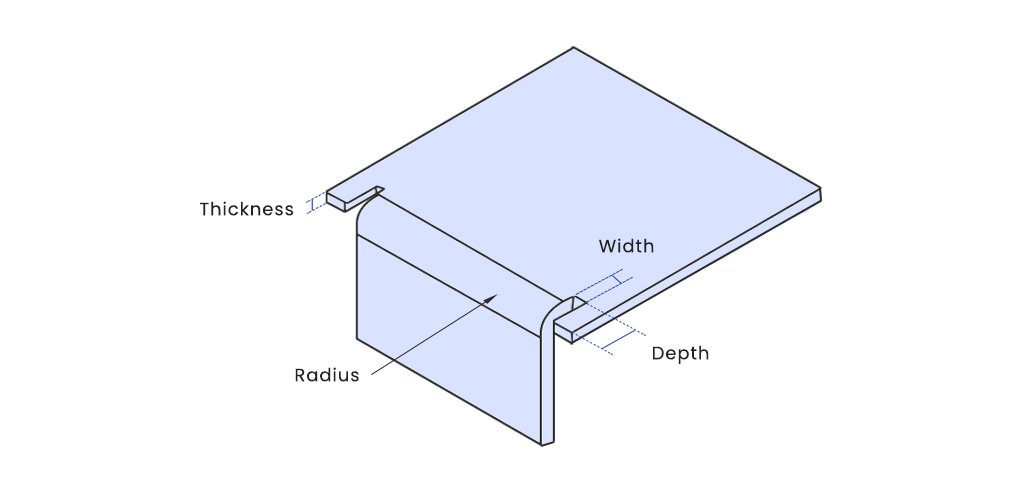
Alivio de flexión
Cuando una curva está demasiado cerca de la superficie del borde adyacente, el material tiende a romperse. Para evitar el desgarro, se debe cortar un relieve de curvatura en el componente. La longitud del relieve debe ser mayor que el radio de la curva, y la anchura debe ser al menos igual al grosor del material.
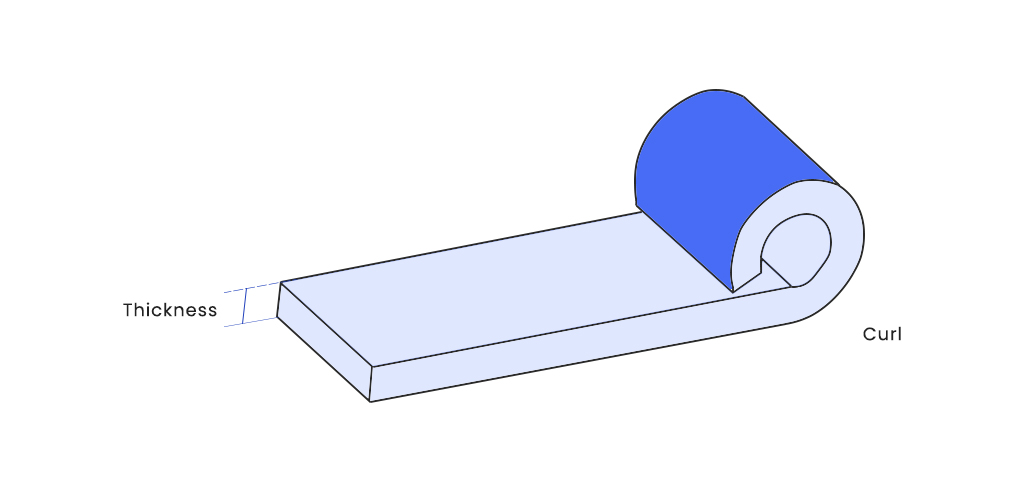
Características del rizo
El rizado es el proceso de añadir un rollo circular hueco en el borde de una hoja. Los rizos se suelen emplear para eliminar los bordes afilados y garantizar la seguridad de su manipulación. Se sugiere que:
- El radio exterior de un rizo debe ser al menos 2 veces el grosor del material.
- El tamaño del orificio debe ser como mínimo igual al radio del rizo más el grosor del material derivado del rasgo rizado.
- La curvatura debe ser al menos igual al diámetro del rizo más 6 veces el grosor del material de la característica del rizo.
Características
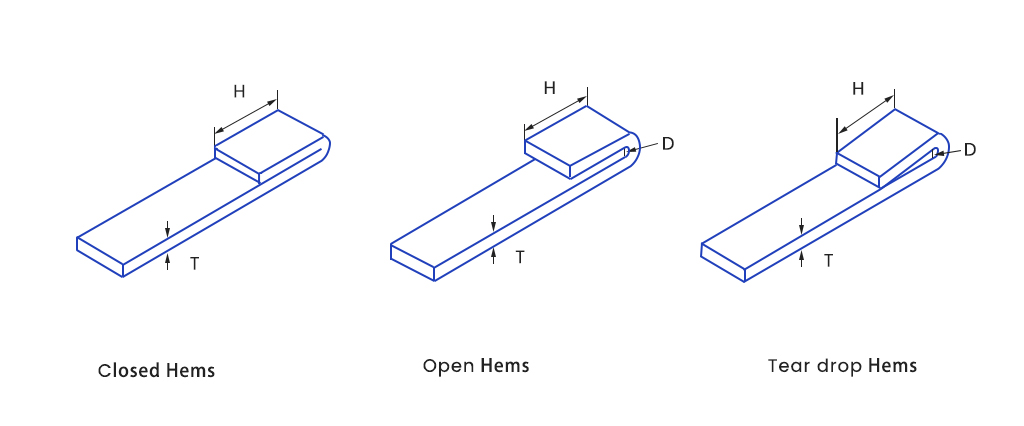
Los dobladillos son pliegues que se vuelven a unir al metal, hechos en forma de U. Los dobladillos se suelen utilizar para dar solidez a la pieza y también para unir partes. Los tres tipos principales de dobladillos que deben conocer los profesionales de la industria y el diseño son el dobladillo abierto, el dobladillo cerrado y el dobladillo en forma de lágrima.
- Dobladillo cerrado: El dobladillo cerrado se cierra herméticamente sin espacios. El diámetro interior debe ser igual al grosor del material(D=T)y la longitud del dobladillo de retorno debe ser al menos 6 veces el grosor del material.(H ≥ 6T).
- Dobladillo abierto: Este dobladillo tiene un pequeño hueco o espacio que deja abierto el pliegue. La longitud de retorno recomendada debe ser al menos 4 veces el grosor del material(H ≥ 4T).
- Dobladillo de lágrima: Este tipo de dobladillo es una lágrima alargada. El diámetro interior debe ser al menos igual al grosor del material(D=T) y una longitud de retorno de al menos 4 veces el grosor(H ≥ 4T).
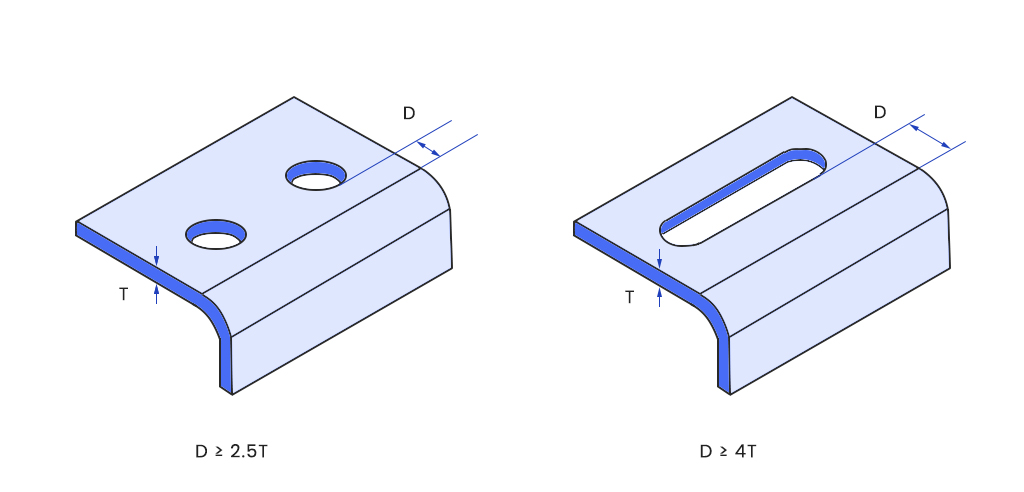
Agujeros y ranuras
Los agujeros o ranuras situados cerca de las curvas tienden a deformarse durante el curvado. Para garantizar un buen resultado del curvado, se recomienda alejar los orificios de las curvas como mínimo 2,5 veces el grosor del material (T) más el radio de curvatura (R). Cuando se utilizan ranuras para doblar, se sugiere colocarlas a una distancia de la curva de al menos 4 veces el grosor del material más el radio de curvatura.
Las ranuras y los agujeros que están demasiado cerca del borde de la pieza pueden causar un problema relacionado con el abombamiento. Se recomienda dejar un espacio de al menos 2 veces el grosor de la chapa entre los orificios extruidos y el borde de la pieza.
Comience sus proyectos de chapa metálica
En SogaWorks, ofrecemos servicios de fabricación, conformado y plegado de chapa de alta precisión, rápidos y de calidad para la creación de piezas de chapa de aluminio, acero inoxidable, acero, aleaciones de cobre y muchas otras. Para obtener un presupuesto instantáneo, cargue sus modelos en nuestra plataforma de presupuestos instantáneos.

