
Après avoir soudé une pièce en acier inoxydable, les ingénieurs nettoient généralement la zone soudée à l'aide de divers agents chimiques, notamment de l'acide nitrique et des pâtes de décapage contenant de l'acide fluorhydrique. Ce processus est connu sous le nom de passivation. Cet article explique ce qu'est la passivation des soudures et comment elle fonctionne.
Qu'est-ce que la passivation ?
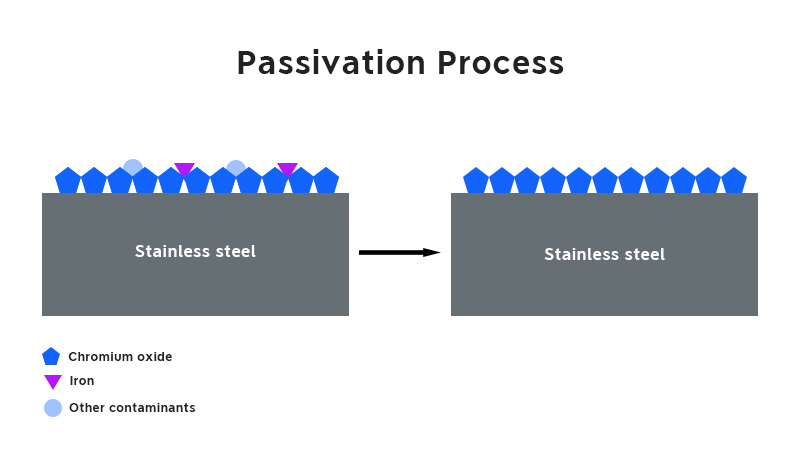
La passivation est un processus qui utilise un agent oxydant puissant pour créer une couche d'oxyde dense et protectrice sur la surface d'un métal. En acier inoxydableLa passivation consiste à utiliser une solution acide pour éliminer le fer de surface et d'autres contaminants. Ce traitement forme une couche plus épaisse d'oxyde de chrome, qui améliore considérablement la résistance de l'acier inoxydable à la corrosion.
Histoire de la passivation
Dans les années 1800, le chimiste Christian Friedrich Schönbein a découvert les effets de la passivation sur les métaux. Il a immergé du fer dans de l'acide nitrique concentré et l'a comparé à du fer qui n'avait pas été traité. Le fer traité n'a pratiquement pas réagi chimiquement par rapport au fer non traité.
Au fur et à mesure que le soudage et la passivation de l'acier inoxydable se répandaient, les incidences de l'utilisation de l'acide nitrique sur l'environnement et la sécurité sont devenues plus évidentes.19 Au début des années 1900, une société brassicole allemande a découvert que l'acide citrique était une alternative plus sûre et non toxique à la passivation. En 1990, l'acide citrique a remplacé l'acide nitrique dans de nombreuses applications en grandes quantités. Aujourd'hui, les deux acides sont utilisés dans les processus de passivation modernes.
Que fait la passivation des soudures? ?
L'acier inoxydable est principalement composé de fer, de chrome et de nickel. Le chrome assure la résistance à la corrosion : lorsque le chrome est exposé à l'oxygène, il forme une fine couche d'oxyde de chrome à la surface de l'acier inoxydable, protégeant ainsi le fer sous-jacent de la rouille. Toutefois, pendant le soudage, un échauffement localisé peut endommager cette couche d'oxyde protectrice, ce qui rend la zone de soudure plus vulnérable à la contamination. Sans passivation, les contaminants environnementaux, tels que les chlorures, peuvent réagir avec le fer exposé à la surface et déclencher la corrosion. Une fois que la corrosion a commencé, elle peut se propager à travers la zone de soudure et dans l'ensemble du composant.
Passivation contribue à ralentir ou à prévenir la corrosion de deux manières. Premièrement, elle permet au fer et aux oxydes de fer de se dissoudre plus facilement que le chrome et ses oxydes, ce qui élimine la couche riche en fer et augmente la concentration de chrome à la surface. Deuxièmement, la passivation améliore le processus d'oxydation du chrome pour former une couche d'oxyde inerte plus épaisse, qui protège le métal sous-jacent des contaminants environnementaux.
Après la fabrication et le soudage, la passivation est l'étape critique suivante pour les pièces en acier inoxydable. Les principaux avantages de la passivation des soudures sont les suivants :
- Élimination des contaminants de la surface de la soudure
- Prolongation de la durée de vie de la soudure et de l'ensemble du composant
- Formation d'une barrière chimique protectrice contre la rouille et la corrosion
Méthodes de passivation des soudures
La passivation des soudures peut être divisée en plusieurs types en fonction de leurs opérations.
Pâte à saumure
La pâte de passivation par décapage est un liquide visqueux (gel) composé principalement d'acide nitrique, d'acide fluorhydrique, d'inhibiteur de corrosion, d'épaississant, etc. dans une certaine proportion. Elle est appliquée sur le cordon de soudure et lavée au bout de 30 à 60 minutes.

Le lavage de la pâte est particulièrement difficile, car les eaux usées qui en résultent sont très polluantes et ne peuvent pas être directement jetées à l'égout. Les eaux usées doivent être soigneusement collectées et acheminées vers une installation d'élimination. Au fil des ans, les effets nocifs de la pâte décapante ont attiré l'attention des autorités chargées de la sécurité sur le lieu de travail, ce qui a conduit à l'adoption de réglementations plus strictes concernant son utilisation. Si la pâte décapante permet de créer un cordon de soudure résistant à la corrosion, elle laisse un aspect mat sur les zones traitées, ce qui nécessite souvent un processus de polissage supplémentaire, qui allonge la durée du processus. Bien que la pâte décapante soit largement utilisée, nous prévoyons que des alternatives modernes et plus sûres, telles que le nettoyage électrochimique des soudures, deviendront plus importantes - un changement qui profitera à la fois à la santé humaine et à l'environnement.
Décapage par immersion et par pulvérisation
Le décapage par immersion et la passivation consistent à plonger l'ensemble de la pièce dans un bain contenant un liquide de décapage. Les pièces obtiendront une belle surface décapée uniforme sur leurs surfaces internes et externes. Comme les pièces sont complètement immergées, cette méthode est très efficace pour les tubes et les pièces présentant des zones étroites et des coins difficiles à atteindre manuellement.

Le décapage par pulvérisation est avantageux pour les pièces de très grande taille, car le liquide de décapage est pulvérisé sur la surface et rincé, généralement au bout de 30 à 60 minutes. En raison des lois environnementales et des exigences de sécurité, le décapage par pulvérisation est effectué par des professionnels qui collectent et éliminent les acides et les eaux usées.
Le décapage par pulvérisation est souvent utilisé lorsque l'article est trop grand pour le décapage par immersion. Il peut également être effectué à l'aide d'une installation de décapage mobile, où un professionnel décapera par pulvérisation l'article sur place s'il est trop compliqué à déplacer.
Passivation électrochimique des soudures
Le nettoyage et la passivation électrochimiques des soudures est un moyen très efficace d'éliminer les oxydes des soudures en acier inoxydable. Cette méthode combine des acides à base de phosphore et l'électricité dans un processus qui permet un nettoyage et une passivation instantanés.
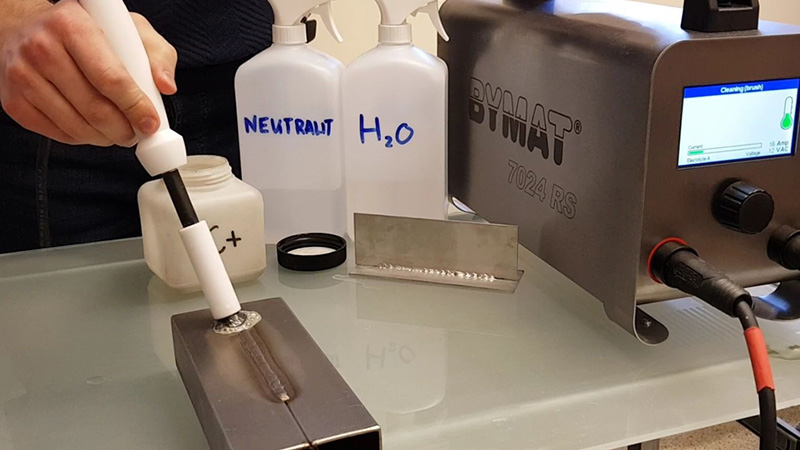
Les acides phosphoriques ne sont pas toxiques et peuvent être trouvés dans les boissons gazeuses et les produits d'entretien ménager courants - ils ne sont pas du tout aussi nocifs que la pâte décapante. Il n'est pas nécessaire de nettoyer la surface avec de l'eau, ce qui simplifie grandement le processus - vous éviterez tous les tracas liés à l'élimination des eaux usées.
Processus de passivation des soudures
Si l'on prend l'exemple de la passivation des soudures de l'acier inoxydable 304, les principales étapes de l'opération sont les suivantes :
1. Prétraitement
Avant le décapage et le traitement de passivation, la surface de l'acier inoxydable 304 doit être prétraitée. Les méthodes de prétraitement comprennent le dégraissage et le nettoyage, etc., et ont pour but d'éliminer la graisse résiduelle et les contaminants à la surface.
2. Passivation
Placer l'acier inoxydable 304 dans l'agent décapant et le faire tremper. L'agent de décapage dissout l'oxyde de surface et les points de soudure. La durée du décapage doit être déterminée en fonction de la situation réelle ; elle est généralement comprise entre 5 et 30 minutes.
Vous pouvez également appliquer une pâte de passivation sur la soudure et la laisser reposer pendant 15 à 60 minutes ;
3. Neutralisation
Utiliser une solution alcaline pour neutraliser le liquide de passivation acide restant sur la surface afin d'éviter la corrosion causée par les résidus d'acide et l'endommagement du film de passivation. Pour les pièces présentant des structures complexes telles que des joints fins, l'hydroxyde de sodium 5% peut être utilisé pour la neutralisation.
4. Séchage
Selon les conditions, utilisez des méthodes telles que l'essuyage ou le soufflage pour sécher les pièces.
Quand envisager la passivation des soudures
Après le soudage, le découpage et tout autre Usinage CNC Une fois ces opérations terminées, le processus de passivation peut commencer. L'acier inoxydable est intrinsèquement résistant à la corrosion et à la rouille, mais plusieurs processus différents peuvent introduire des contaminants potentiels qui empêcheront la formation de la couche d'oxyde protectrice au cours du processus de fabrication. C'est le moment d'introduire la passivation pour améliorer la résistance à la corrosion de la zone de soudure.
Parmi les facteurs susceptibles d'inhiber la formation d'un film d'oxyde et de réduire la résistance à la corrosion des pièces en acier inoxydable figurent les suivants :
- Matières étrangères telles que la saleté, la poussière, l'huile, les copeaux et les matériaux de revêtement.
- Différents sulfures sont ajoutés à l'acier inoxydable pour le rendre plus facile à usiner.
- Des copeaux de fer peuvent s'incruster dans l'acier inoxydable à partir de lames, de disques et d'autres outils de coupe au cours du processus de coupe.
Si les pièces en acier inoxydable sont peintes ou revêtues de poudre, la passivation n'est pas nécessaire.
Essai de qualité de la passivation des soudures
Il existe plusieurs méthodes pour tester l'efficacité de la passivation, mais il est important de noter que toutes les méthodes ne conviennent pas à toutes les nuances d'acier inoxydable. Diverses méthodes d'essai sont décrites dans les normes internationales de l'ASTM, notamment :
- ASTM A380 : Cette norme décrit les meilleures pratiques pour le nettoyage, le détartrage et la passivation des pièces, équipements et systèmes en acier inoxydable.
- ASTM A967 : Cette norme détaille les méthodes de test de passivation et les critères d'acceptation, ainsi que les procédures permettant de garantir une passivation efficace.
- Test d'immersion dans l'eau : Dans ce test, le composant passivé est immergé dans de l'eau distillée pour détecter les impuretés, telles que le fer libre, à la surface de l'anode.
- Essai au brouillard salin : Ce test évalue la résistance à la corrosion de l'acier inoxydable en plaçant l'échantillon dans une chambre de brouillard salin remplie d'une solution de chlorure de sodium (NaCl) 5% à une température de 95°F.
- Essai d'humidité élevée : Cet essai nécessite un équipement de laboratoire spécialisé, notamment une chambre humide maintenue à 97% (±3%) d'humidité et à une température de 100°F (±5°F) pendant un minimum de 24 heures. L'éprouvette doit être immergée dans de l'acétone ou du méthanol, puis séchée dans une atmosphère inerte ou dans un conteneur déshydratant.
- Test du point bleu : Préparer une solution en mélangeant 1 gramme de ferrocyanure de potassium (K₃Fe(CN)₆) avec 3 ml d'acide nitrique (65%-85%) et 100 ml d'eau (de préférence préparée sur place). Tremper du papier filtre dans cette solution et l'appliquer sur la surface à tester, ou laisser tomber la solution directement sur la surface. Observez l'état de la surface dans les 30 secondes ; si aucun précipité bleu n'apparaît, le traitement est considéré comme réussi. Rincer la solution de test après l'évaluation.
Conclusion
La passivation des soudures est un processus essentiel utilisé pour améliorer la résistance à la corrosion de l'acier inoxydable après le soudage, et ce processus garantit leur longévité et leur fiabilité dans diverses applications. À mesure que les normes industrielles évoluent, des solutions plus sûres comme le nettoyage électrochimique deviennent de plus en plus populaires, offrant des options respectueuses de l'environnement par rapport aux méthodes de décapage traditionnelles.



