
La passivation de l'acier inoxydable est un traitement de surface qui améliore la résistance à la corrosion de l'acier inoxydable. Elle consiste à former une couche protectrice d'oxyde dense et stable sur la surface de l'acier inoxydable par des méthodes électrochimiques. Cette couche empêche le contact direct entre le métal de base de l'acier inoxydable et les agents corrosifs externes tels que l'oxygène, l'humidité ou d'autres substances, améliorant ainsi la résistance à la corrosion du matériau.
Principe de la passivation acide de l'acier inoxydable
La résistance à la corrosion de l'acier inoxydable résulte principalement de l'ajout de plus de 10,5% de chrome (Cr), par exemple 16%-18% dans l'acier inoxydable. Acier inoxydable 316L. Le chrome s'oxyde facilement, formant rapidement un film d'oxyde Cr₂O₃ dense sur la surface de l'acier. Ce film améliore considérablement le potentiel d'électrode de l'acier et sa résistance à la corrosion dans les environnements oxydants. La résistance à la corrosion de l'acier inoxydable repose sur ce film de passivation extrêmement fin (environ 1 nm) et dense, qui agit comme une barrière primaire, isolant le métal de base des milieux corrosifs. Si le film de passivation est incomplet ou endommagé, l'acier inoxydable peut encore se corroder.
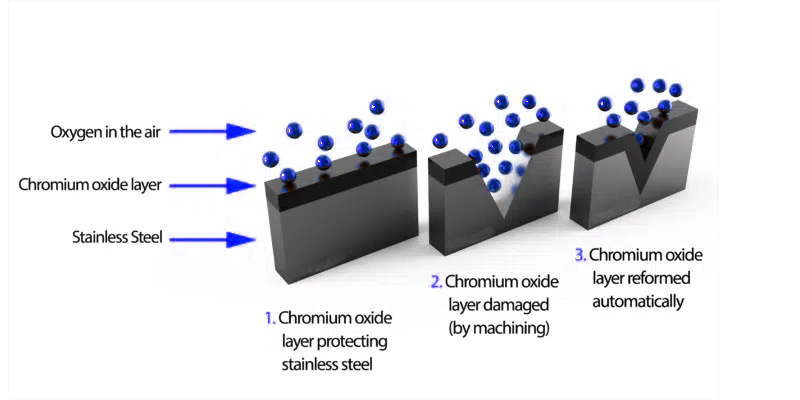
Lorsque l'acier inoxydable est exposé à l'air, il forme un film d'oxyde, mais les propriétés protectrices de ce film sont insuffisantes. Le décapage à l'acide élimine une couche superficielle moyenne d'environ 10 μm, où l'activité chimique de l'acide fait que les zones défectueuses se dissolvent plus rapidement que les autres parties de la surface. Ce processus permet d'obtenir une surface plus uniforme et plus équilibrée. Plus important encore, le décapage acide et la passivation dissolvent préférentiellement le fer et ses oxydes par rapport au chrome et à ses oxydes, éliminant la couche appauvrie en chrome et enrichissant la surface en chrome. Sous l'action d'un agent oxydant, un film de passivation complet et stable se forme. Ce film de passivation riche en chrome peut atteindre un potentiel de +1,0 V (SCE), proche de celui des métaux nobles, ce qui améliore considérablement la stabilité de la résistance à la corrosion.
Importance de la passivation de l'acier inoxydable
La raison principale de l'utilisation répandue de l'acier inoxydable est sa résistance à la corrosion, qui prolonge la durée de vie des composants fabriqués à partir de cet acier. Cependant, l'acier inoxydable n'est pas à l'abri de la rouille. Tous les matériaux en acier inoxydable, à moins qu'ils ne soient plaqués ou revêtus, subissent généralement une passivation après un prétraitement (tel qu'un décapage à l'acide pour éliminer le tartre, un polissage, etc. Il est prouvé que seule la passivation permet à l'acier inoxydable de conserver une stabilité à long terme, améliorant ainsi sa résistance à la corrosion.
Poste connexe : L'acier inoxydable rouille-t-il ? Tout ce qu'il faut savoir
Méthodes de passivation
Selon l'opération, le décapage acide et la passivation de l'acier inoxydable peuvent être réalisés selon six méthodes : immersion, pâte, brossage, pulvérisation, circulation et électrochimie. Parmi ces méthodes, l'immersion, la pâte et la pulvérisation sont particulièrement adaptées au décapage acide et à la passivation des camions-citernes et des équipements chimiques en acier inoxydable.
Méthode d'immersion
La méthode d'immersion est idéale pour les canalisations, les coudes et les petits composants en acier inoxydable, car elle offre les meilleurs résultats de traitement. Les pièces sont entièrement immergées dans la solution de décapage et de passivation, ce qui permet une réaction complète de la surface et la formation d'un film de passivation dense et uniforme. Cette méthode convient aux opérations continues par lots, mais nécessite un réapprovisionnement périodique de la solution à mesure que sa concentration diminue. Parmi ses inconvénients, citons les limitations liées à la forme et à la capacité du réservoir d'acide, ce qui la rend inadaptée aux équipements de grande taille ou aux canalisations trop longues ou trop larges. Une inutilisation prolongée peut réduire l'efficacité en raison de l'évaporation de la solution, et elle nécessite des locaux, des réservoirs d'acide et des équipements de chauffage dédiés.
Méthode de la pâte
La pâte de décapage et de passivation de l'acier inoxydable est largement utilisée et disponible dans divers produits commerciaux, généralement composés d'acide nitrique, d'acide fluorhydrique, d'inhibiteurs de corrosion et d'épaississants dans des proportions spécifiques. Elle convient aux applications sur site, telles que le traitement des cordons de soudure, la décoloration des soudures, les dessus de pont de navire, les zones mortes dans les coins, les dos d'escaliers roulants et la passivation de grandes surfaces à l'intérieur de réservoirs de liquides.

Les avantages de la méthode de la pâte sont les suivants : pas besoin d'équipement ou de sites spécialisés, pas d'exigences en matière de chauffage, souplesse d'utilisation sur site, décapage et passivation en une seule étape. La pâte a une longue durée de conservation, chaque application utilisant de la pâte fraîche, et la réaction s'arrête après la passivation, ce qui évite la surcorrosion. Elle est moins affectée par le temps de rinçage ultérieur, et les zones faibles telles que les soudures peuvent être renforcées. Toutefois, l'environnement de travail de l'ouvrier est médiocre, l'intensité de la main-d'œuvre est élevée, les coûts sont plus importants et l'effet du traitement sur les parois internes des pipelines en acier inoxydable est moins efficace, ce qui nécessite une combinaison avec d'autres méthodes.
Méthode de pulvérisation
La méthode de pulvérisation convient aux environnements fixes et fermés avec des produits uniques ou des équipements avec des structures internes simples, tels que les processus de décapage par pulvérisation sur les lignes de production de feuilles. Ses avantages sont les suivants : fonctionnement rapide et continu, simplicité d'utilisation, impact minimal sur les travailleurs et utilisation élevée de la solution, car la canalisation peut être décapée à nouveau pendant le processus de transfert.
Considérations sur la passivation
Prétraitement pour le décapage acide et la passivation : La présence de graisse ou d'autres contaminants sur la surface de l'acier inoxydable peut affecter la qualité du décapage et de la passivation. En général, des détergents alcalins ou des solutions de nettoyage doivent être utilisés pour nettoyer d'abord les parois intérieures de la cuve.
Contrôle de la concentration en ions chlorure dans la solution/pâte de décapage et l'eau de nettoyage : Un excès d'ions chlorure peut endommager le film de passivation de l'acier inoxydable. Certaines solutions ou pâtes de décapage utilisent des produits corrosifs contenant du chlorure, comme l'acide chlorhydrique ou l'acide perchlorique, comme agents primaires ou auxiliaires pour éliminer les couches d'oxyde superficielles, ce qui est préjudiciable à la prévention de la corrosion. Les normes, telles que CB/T3595-94 pour les pâtes de décapage et de passivation de l'acier inoxydable, exigent que la teneur en ions chlorure soit contrôlée entre 25 ppm et 100 ppm. L'eau de nettoyage doit également avoir une teneur en ions chlorure inférieure à 25 ppm, ce qui peut être obtenu en ajoutant du nitrate de sodium à l'eau du robinet pendant la construction, en tant qu'inhibiteur de la corrosion par les ions chlorure.
Neutralisation des liquides résiduaires et rejet dans l'environnement : Les déchets liquides de décapage acide et de passivation doivent répondre aux normes nationales de rejet dans l'environnement. Par exemple, les déchets contenant du fluor peuvent être traités avec du lait de chaux ou du chlorure de calcium, tandis que les déchets contenant du chrome peuvent être réduits avec du sulfate de fer.
Inspection de la qualité de la passivation
La qualité du décapage et de la passivation de l'acier inoxydable peut être contrôlée conformément à des normes telles que CB/T3595-94 pour la pâte de décapage et de passivation de l'acier inoxydable ou ISO 15730 pour l'inspection du film de passivation de surface après le polissage électrolytique, le meulage et la passivation par décapage. Les méthodes d'inspection les plus courantes sont les suivantes :
Inspection visuelle : La surface décapée et passivée de l'acier inoxydable doit être uniformément blanc argenté, lisse et esthétiquement agréable, sans marques de corrosion visibles. Les cordons de soudure et les zones affectées par la chaleur ne doivent pas présenter de décoloration due à l'oxydation, et il ne doit pas y avoir de taches de couleur inégale.
Inspection du liquide résiduel : Utilisez un papier test à la phénolphtaléine pour vérifier le degré de rinçage du liquide résiduel sur la surface de l'acier inoxydable ; une valeur pH neutre indique que le test est réussi.
Test du point bleu : Le test du point bleu repose sur le principe selon lequel des films de passivation incomplets ou une contamination par des ions de fer entraînent la formation d'ions de fer libres, qui réagissent avec une solution de ferrocyanure de potassium pour former un précipité bleu en fonction de la réaction :
K⁺ + Fe²⁺ + [Fe(CN)₆]³- → KFe[Fe(CN)₆]↓
Méthode d'essai : Dissoudre 10 g de ferrocyanure de potassium dans 50 ml d'eau distillée, ajouter 30 ml d'acide nitrique concentré et diluer à 1 000 ml avec de l'eau distillée dans une fiole jaugée pour préparer la solution de test des points bleus, qui a une durée de conservation d'une semaine. Déposez la solution sur le papier d'essai fixé à la surface en acier inoxydable ; si des points bleus apparaissent sur le papier d'essai au bout de 30 secondes, la surface est considérée comme non qualifiée.
À propos de SogaWorks
SogaWorks est une plateforme en ligne tout-en-un pour les pièces mécaniques personnalisées, connectant plus de 1 000 usines de premier plan pour servir les startups et les grandes entreprises. Nous offrons des solutions de fabrication flexibles pour le prototypage rapide, les essais en petite quantité et la production à grande échelle avec des services tels que l'usinage CNC, l'impression 3D, la fabrication de tôles, la coulée d'uréthane et le moulage par injection. Grâce à son moteur de devis alimenté par l'IA, SogaWorks est en mesure de fournir des devis en 5 secondes, de trouver la meilleure capacité et de suivre chaque étape. Cela permet de réduire les délais de livraison et d'améliorer la qualité des produits.



