
La vis, l'un des premiers dispositifs de fixation mécanique de l'humanité, trouve son origine dans la pompe à vis d'Archimède, datant du IIIe siècle avant notre ère. Au cours de 2 300 ans d'évolution technologique, cet élément de fixation rainuré est devenu un élément central des systèmes industriels, permettant actuellement plus de 85% de connexions mécaniques dans des domaines allant de l'assemblage de meubles à l'ingénierie aérospatiale. Dans ce guide, nous examinerons ce que sont les vis, les types de tête de vis et d'entraînement, ainsi que les matériaux et les procédés.
Vue d'ensemble de la vis
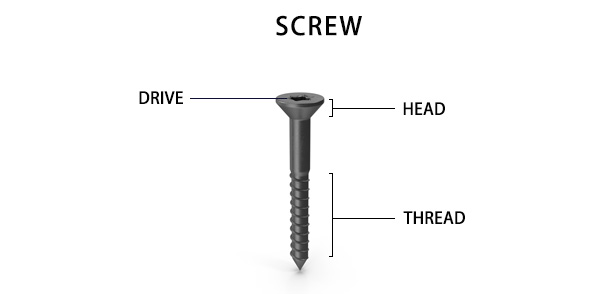
Une vis est une petite tige métallique cylindrique ou conique filetée, dotée d'une tête fendue qui peut être utilisée indépendamment. Elle est principalement utilisée pour relier ou fixer des objets. Une vis utilise les principes physiques et mathématiques du plan incliné, de la rotation circulaire et du frottement pour serrer efficacement les composants d'une machine.
Différents types de têtes de vis
La tête de la vis fait référence à la partie supérieure de la vis, dont la forme et la taille peuvent varier (par exemple, plate, ronde ou fraisée).
Tête panoramique
La tête panoramique a une tête plate en forme de disque qui offre une grande surface de contact, réduisant ainsi la pression sur le matériau raccordé. Elle est idéale pour les applications nécessitant un aspect esthétique et une surface lisse. La conception de la tête cylindrique améliore également l'aspect esthétique de la vis.

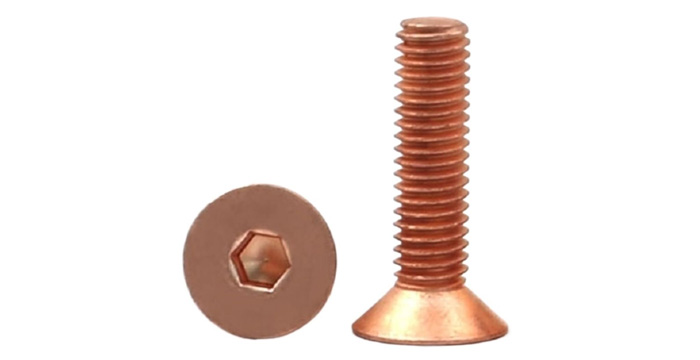
Tête fraisée
La vis à tête fraisée a une tête légèrement en retrait qui affleure la surface de connexion du matériau. Ces vis nécessitent souvent un fraisage, elles sont généralement traitées avec un angle de 90° dans les variantes métriques, et un angle de 100° dans les applications aérospatiales et militaires.

Tête hexagonale
La tête hexagonale présente un creux à six côtés, généralement serré ou desserré à l'aide d'outils tels qu'une clé Allen ou une douille hexagonale. La vis à tête hexagonale est le type de vis le plus couramment utilisé dans de nombreuses industries.

Tête de bride
La tête hexagonale avec bride présente une surface plane supplémentaire sur le dessus de la tête. Cette surface plate offre une plus grande surface de contact et réduit la pression sur les matériaux raccordés. La bride empêche la clé de glisser.

Tête carrée
La tête de cette vis est de forme carrée, ce qui permet de marteler la vis sans qu'elle ne glisse. Elle convient à l'installation manuelle ou au serrage à l'aide d'un outil. La conception de la tête carrée contribue également à améliorer l'efficacité de la transmission du couple.

Tête de fromage
Les vis à tête cylindrique sont dotées d'une partie supérieure cylindrique. Cette conception réduit la pression sur le matériau raccordé et permet un raccordement en douceur.

Tête ronde
Les vis à tête ronde sont dotées d'une tête entièrement arrondie et offrent une plus grande résistance pour un diamètre plus important. Elle convient aux applications qui ne nécessitent pas un couple important.

Tête de pont
Les vis à tête bombée ont un profil bas qui minimise la hauteur de la tête. Bien qu'elles soient moins visibles et plus esthétiques, elles sont également plus susceptibles de se casser en raison de leur structure fine. Ces vis peuvent se présenter sous la forme d'une couronne complète ou d'une couronne modifiée.

Différents types d'entraînements par vis
L'entraînement est la caractéristique en creux ou en saillie de la tête de la vis qui permet à un outil - généralement un tournevis ou une perceuse - de la faire tourner. Le type d'entraînement détermine la manière dont le couple est appliqué et la sécurité avec laquelle l'outil s'engage dans la vis.
Entraînement à fente
Le tournevis à fente est le grand-père de tous les tournevis. Il se caractérise par une seule fente droite sur le dessus, conçue pour être actionnée par un tournevis à tête plate. Il est facile et bon marché à fabriquer et ne nécessite qu'un minimum d'outillage. Ses limites sont également évidentes : le tournevis à tête plate glisse souvent en raison de son couple modéré, en particulier lorsque l'outil n'est pas parfaitement aligné, ce qui peut arracher la tête de la vis et provoquer une grande frustration.

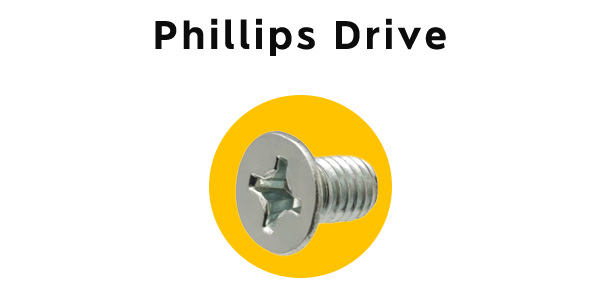
Conduite Phillips
Le tournevis Phillips comprend un creux en forme de croix qui permet un meilleur engagement avec le tournevis, réduisant ainsi le risque de glissement par rapport aux tournevis à fente. Le tournevis peut encore glisser et endommager la vis ou l'outil avec un couple élevé.
Pozi Drive
Il ressemble à un renfoncement transversal en surface mais ajoute quatre petites nervures entre les renfoncements transversaux principaux, créant ainsi un engagement en huit points avec le tournevis. Cette conception réduit considérablement le glissement en assurant un ajustement plus serré et plus sûr, ce qui permet d'appliquer un couple plus important sans glissement. Toutefois, elle nécessite un tournevis à empreinte transversale spécifique (un tournevis à empreinte transversale ordinaire peut être inséré, mais il y a un risque de glissement), et elle est moins répandue aux États-Unis.

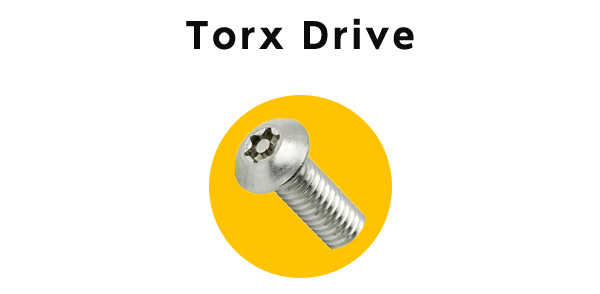
Entraînement Torx
La tête de la vis à douille Torx présente un creux hexagonal unique avec des coins arrondis à chaque angle, nécessitant un tournevis Torx pour son utilisation. Cette conception offre non seulement une excellente rétention de l'outil, mais permet également la transmission d'un couple élevé tout en évitant efficacement d'endommager la tête de la vis.
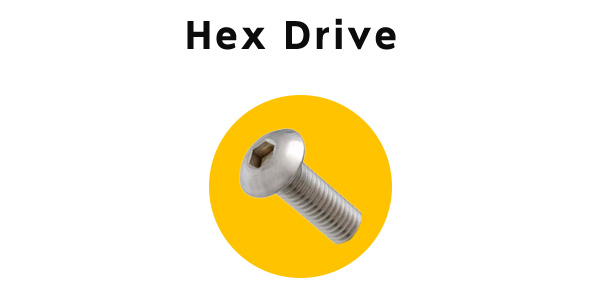
Entraînement hexagonal
Les vis à tête hexagonale ont une tête hexagonale encastrée qui nécessite une clé hexagonale ou un tournevis hexagonal pour être utilisée. Cette conception permet d'obtenir un couple important tout en évitant d'endommager la tête de la vis.
Robertson/Square Drive
L'entraînement Robertson se caractérise par une simple cavité de forme carrée. Il assure une excellente transmission du couple, presque sans glissement, grâce à ses parois profondes et droites qui agrippent fermement le tournevis. Vous pouvez même l'utiliser d'une seule main car la vis reste sur le tournevis.
Différents types de filets de vis
Les filetages varient en fonction des normes qu'ils respectent. En voici les principaux types :
Système international de filetage métrique
Il s'agit du système de filetage standard adopté par la norme nationale chinoise. Il se caractérise par une crête plate pour faciliter l'usinage et un pied arrondi pour renforcer la résistance du filet. L'angle du filet est de 60 degrés et ses spécifications sont indiquées par un "M". Les filetages métriques existent en deux variétés : grossier et fin. Par exemple, "M8*1,25" indique un filet métrique (M) d'un diamètre nominal de 8 mm et d'un pas de 1,25 mm. Des détails supplémentaires peuvent être trouvés dans la norme "GB/T 70.1-2008 Hexagon Socket Cap Screws" et ses documents de référence.
Filet standard américain
Ce type de filetage a des crêtes et des racines plates, ce qui améliore la résistance. Avec un angle de filetage de 60 degrés, ses spécifications sont basées sur le nombre de filets par pouce. Il est divisé en trois catégories : grossier (NC), fin (NF) et extra-fin (NEF). Par exemple, "1/2-10NC" désigne un filet avec un diamètre extérieur de 1/2 pouce, 10 filets par pouce et la désignation NC.
Fil unifié
Développée en collaboration par les États-Unis, le Royaume-Uni et le Canada, la norme Unified Thread est largement utilisée pour les filetages impériaux britanniques. Elle présente un angle de filetage de 60 degrés et est spécifiée en filets par pouce. Elle est classée en filets grossiers (UNC), fins (UNF) et extra-fins (UNEF). Par exemple, "1/2-10UNC" indique un diamètre extérieur de 1/2 pouce, 10 filets par pouce et la catégorie UNC.
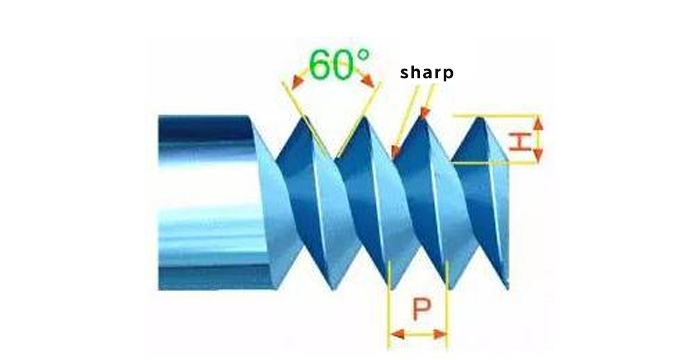
Filet en V pointu
Ce fil en forme de V a des crêtes et des racines pointues, ce qui le rend relativement faible et moins courant. L'angle du fil est de 60 degrés.
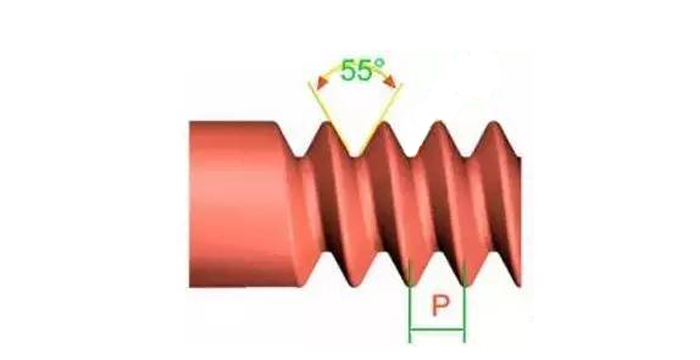
Fil Whitworth
Filet aux normes britanniques avec un angle de 55 degrés, désigné par "W". Il est bien adapté aux processus de fabrication par laminage. Par exemple, "W1/2-10" indique un diamètre extérieur de 1/2 pouce et 10 filets par pouce.
Filet d'articulation
Défini par les normes allemandes DIN, ce filetage est utilisé pour des applications telles que les douilles d'ampoules et les raccords de tubes en caoutchouc. Son symbole est "Rd".
Filetage du tube
Ce filetage est conçu pour éviter les fuites. Les filetages de tuyaux sont couramment utilisés pour les raccordements de tuyaux de gaz et de liquides. Ils ont un angle de 55 degrés et se présentent sous deux formes : les filetages droits (étiquetés "P.S." ou "N.P.S.") et les filetages coniques (étiquetés "N.P.T."), qui ont une conicité de 1:16 (équivalant à 3/4 de pouce par pied).
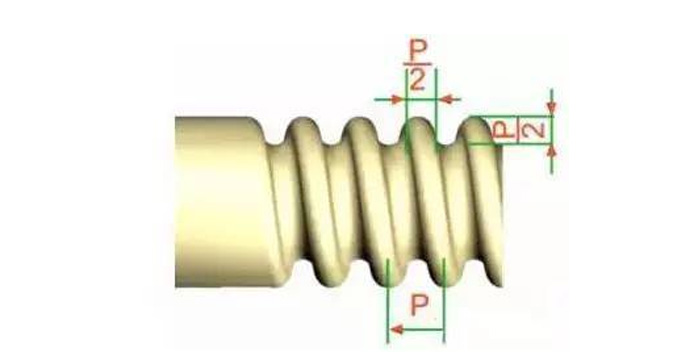
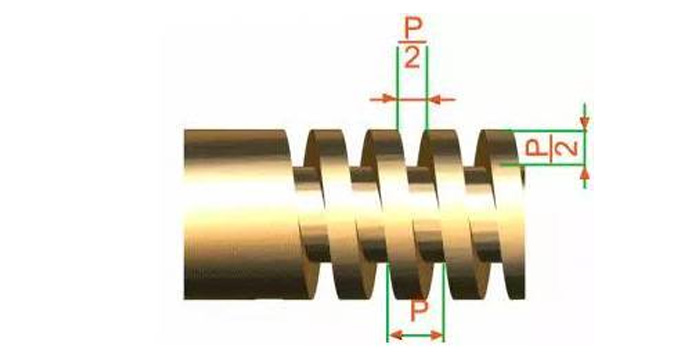
Fil carré
Les filetages carrés offrent une grande efficacité de transmission, dépassée uniquement par les vis à billes. Cependant, une fois usés, ils ne peuvent plus être réglés à l'aide d'un écrou, ce qui limite leur utilisation. On les trouve souvent dans les vis d'étaux et les mécanismes de grues.
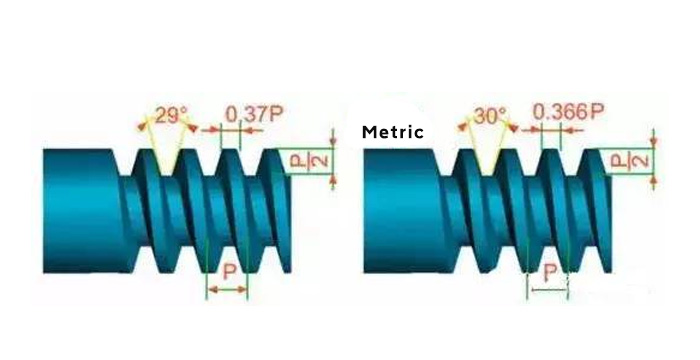
Filet trapézoïdal
Avec une efficacité de transmission légèrement inférieure à celle des filets carrés, les filets trapézoïdaux présentent l'avantage de pouvoir être réglés avec un écrou après usure. La version métrique a un angle de filetage de 30 degrés, tandis que la version impériale a un angle de 29 degrés. Ils sont couramment utilisés pour les vis d'entraînement des tours et sont désignés par "Tr".
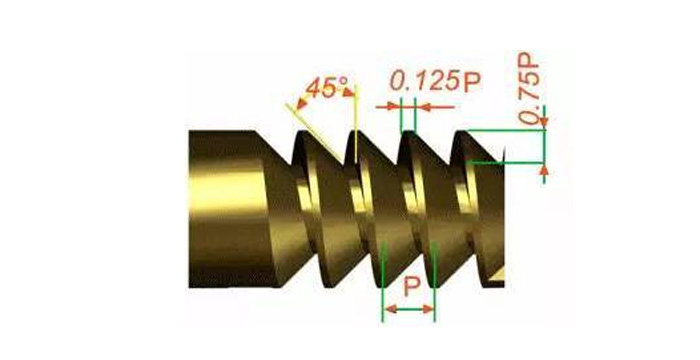
Filet d'arc-boutement
Également appelé filetage trapézoïdal, ce type de filetage est conçu pour la transmission d'une force unidirectionnelle. Il est utilisé dans des applications telles que les vérins à vis et les presses, et son symbole est "Bu".
Précision et résistance des vis
Les vis sont largement utilisées pour leur précision et leur résistance. En termes de précision, les vis standard peuvent être classées en trois catégories - A, B et C - en fonction de leur précision de fabrication : les catégories A et B sont des vis de précision et la catégorie C des vis grossières. Pour les vis d'assemblage utilisées dans les structures en acier, les vis de grade C sont généralement utilisées, sauf indication contraire. Il existe des différences significatives entre les les processus de fabrication pour des vis de différentes qualités de précision. Les tiges des vis de qualité A et B sont usinées sur la base de l'épaisseur de la tige. Tours CNC pour des surfaces lisses et des dimensions précises. Leur classe de performance matérielle est de 8,8, mais en raison de la complexité du processus de fabrication et d'installation, elles sont coûteuses et rarement utilisées dans la pratique. Les vis de classe C sont fabriquées à partir de barres rondes non traitées, qui ont des dimensions moins précises, et leur classe de performance des matériaux est de 4,6 ou 4,8. Elles se déforment considérablement lors des assemblages par cisaillement, mais elles sont faciles à installer et leur coût de production est faible.
Les vis en acier au carbone et en acier allié sont classées en plus de dix catégories en termes de résistance, telles que 3,6, 4,6, 4,8, 5,6, 6,8, 8,8, 9,8, 10,9 et 12,9. Les vis de classe 8.8 et plus sont fabriquées en acier allié à faible teneur en carbone ou en acier à teneur moyenne en carbone et subissent un traitement thermique (trempe et revenu).
Matériaux pour les vis
Les matériaux couramment utilisés pour la fabrication des vis sont les suivants : l'acier au carbone, l'acier inoxydable et le cuivre.
Vis en acier au carbone
C'est le type d'acier de base utilisé pour les vis. Il offre une bonne résistance à la traction et une bonne durabilité. sujet à la rouilleIl est donc souvent revêtu ou traité (par exemple, par zingage) pour améliorer sa résistance à la corrosion. Les nuances d'acier au carbone utilisées pour les vis sont les suivantes
- Acier à faible teneur en carbone : Q235(GB),1008,1015, 1018(AISI)
- Acier à moyenne teneur en carbone : acier 45# (GB), 1035, 1045 (AISI)

Vis en acier inoxydable
L'acier inoxydable contient du chrome (au moins 10-12%) et souvent du nickel. C'est un choix populaire pour les vis utilisées à l'extérieur, dans les environnements marins ou dans les équipements médicaux où la prévention de la rouille est essentielle. L'acier inoxydable est plus cher que l'acier au carbone. Les qualités d'acier inoxydable pour les vis sont les suivantes
- Acier inoxydable austénitique: 304, 316, 316L
- Acier inoxydable martensitique : 410, 420.
Vis en cuivre
Les vis en cuivre pur sont rares, mais elles sont utilisées dans des domaines spécifiques nécessitant une excellente conductivité électrique ou thermique, comme les systèmes de mise à la terre. Le cuivre est mou et sujet à l'usure, c'est pourquoi il est souvent allié (par exemple, au laiton) pour améliorer ses propriétés mécaniques. Les alliages de cuivre utilisés pour les vis sont les suivants H62, H65, H68.
Finitions de surface pour les vis
L'objectif premier d'un finition de la surface est de protéger les vis des facteurs environnementaux tels que l'humidité, les produits chimiques et les températures extrêmes, qui peuvent entraîner la rouille, la dégradation ou la défaillance. En outre, les finitions peuvent réduire le frottement lors de l'installation, améliorer les relations couple-tension et donner un aspect poli aux applications visibles.
Placage de zinc
Le zingage est l'une des finitions de surface les plus populaires pour les vis en raison de sa rentabilité et de sa solide résistance à la corrosion. Appliquée par galvanoplastie, une fine couche de zinc protège l'acier sous-jacent de la rouille en agissant comme une anode sacrificielle. Les variantes comprennent le zinc clair (finition brillante) et le zinc jaune (avec ajout de chromate pour une protection supplémentaire). Les vis zinguées sont largement utilisées dans la construction, l'automobile et les applications générales, bien qu'elles puissent ne pas suffire dans des environnements très corrosifs comme les zones côtières.
Nickelage
Le nickelage offre une finition brillante et attrayante avec une bonne résistance à la corrosion et une bonne protection contre l'usure. Il est souvent utilisé pour les vis décoratives ou dans les applications nécessitant une résistance environnementale modérée, telles que la quincaillerie domestique ou l'électronique. Les vis nickelées résistent également au ternissement, ce qui les rend adaptées aux installations visibles.
Oxyde noir
Oxyde noir est un revêtement de conversion chimique qui donne un aspect noir mat et élégant et une légère résistance à la corrosion. Il est souvent associé à de l'huile ou de la cire pour renforcer la protection. Cette finition est populaire dans les armes à feu, les outils et les machines où l'esthétique et la faible réflectivité sont recherchées, bien qu'elle soit moins efficace dans des conditions très corrosives.
| Finitions | Épaisseur du revêtement (μm) | Résistance à la corrosion(Neutral Salt Spray Test) (test de pulvérisation de sel neutre) | Coût |
| Oxyde noir | 1 | 1-3 heures | Faible |
| Nickelage | Cuivre : 0,5-1 Nickel : 2-10 | 10-20 heures | Faible |
| Placage de zinc | 2-10 | 6-12 heures | Moyen |



