Au cours du processus de fabrication, un seul défaut peut entraîner des rappels coûteux, des retards d'expédition ou des risques pour la sécurité. L'inspection du premier article (FAI) est l'un des points de contrôle les plus importants à effectuer avant le début de la production de masse, car elle permet de vérifier que l'échantillon de la première unité est conforme à chaque directive de conception. En atténuant les problèmes dès le départ, l'inspection du premier article contribue à protéger les réputations, en plus d'économiser du temps et des ressources financières, ce qui est particulièrement crucial dans les secteurs réglementés tels que les dispositifs médicaux et l'aérospatiale.
L'un des avantages les plus notables du FAI est la confiance qu'il instaure chez les consommateurs, en leur garantissant que le produit répond aux attentes et qu'il est de qualité. Dans ce blog, nous allons détailler ce qu'est l'inspection du premier article, son importance des deux côtés de l'allée, et quelles sont les conséquences d'une omission ou d'une exécution hâtive. Une bonne compréhension de ces responsabilités permet d'assurer un contrôle efficace de l'ensemble du processus de fabrication sans succomber à des oublis préjudiciables.
Qu'est-ce qu'une inspection au titre du premier article ?
La phase d'échantillonnage initial de la production comprend généralement une inspection du premier article (FAI). Il s'agit de vérifier que les premières unités produites sont conformes à la conception et aux spécifications techniques. Le nombre de composants contrôlés au cours du FAI est déterminé par la taille de la commande. En général, les commandes quantitativement plus importantes comportent une sélection de 3 à 5 unités choisies au hasard. Pour les petites séries ou les prototypes, seule la toute première pièce peut être inspectée.
Le FAI devient nettement plus important lorsqu'une nouvelle pièce est créée pour la première fois. Il n'est pas aussi important pour les commandes répétitives où le travail a déjà fait ses preuves. Le rapport d'inspection du premier article (FAIR) détaille le résultat de l'inspection, que la pièce ait réussi ou échoué. La production est autorisée si le FAI est positif. En cas d'échec, l'opération est gelée, des corrections sont apportées et la pièce est à nouveau testée.
Importance des inspections au titre du premier article
Les inspections du premier article (FAI) sont un élément clé pour s'assurer que les pièces sont fabriquées correctement dès la première fois. Ils aident les fabricants à détecter les problèmes à un stade précoce, à éviter les erreurs coûteuses et à fournir des produits de qualité qui répondent aux attentes. Voici pourquoi les FAI sont si importants :
Confirme que la pièce est conforme aux normes de conception et de qualité
Le rapport d'inspection de la première pièce permet de s'assurer que la pièce initiale est conforme aux normes de conception et de qualité. En mesurant et en inspectant la pièce initiale, toute disparité ou erreur sera corrigée avant de lancer la production complète.
Permet d'éviter des erreurs coûteuses
Il est beaucoup plus rentable de traiter les problèmes à un stade précoce que de les corriger à un stade ultérieur de la production. Au cours de la FAI, si un problème survient, il peut être corrigé immédiatement au lieu d'attendre que des centaines ou des milliers de pièces soient fabriquées. Cela permet d'économiser du temps, des matériaux et de l'argent. En outre, le risque de retouches excessives, de rebuts, voire de rappels, est réduit au minimum.
Preuve de la conformité et de la traçabilité
Dans les secteurs réglementés tels que l'aérospatiale, l'automobile ou les appareils médicaux, la preuve de la qualité est indispensable. La FAI crée un enregistrement clair de la conformité de la pièce à toutes les normes requises. Cette documentation est importante pour les audits, la traçabilité et pour montrer aux clients ou aux autorités de réglementation que tout a été fait correctement.
Réduction du risque de retard
Les problèmes susceptibles de s'aggraver sont résolus grâce aux FAI. Par conséquent, le processus de production peut se poursuivre sans interruption, sans avoir à interrompre le travail, et peut respecter le calendrier des livraisons échelonnées.
Que contient un rapport d'inspection au titre du premier article ?
Comme son nom l'indique, le rapport d'inspection du premier article (FAIR) reprend tous les détails essentiels pour la première partie de la ligne, y compris les mesures, matériauxLe rapport d'inspection de la première pièce doit contenir des informations sur les caractéristiques de la pièce, les résultats des tests et la conformité aux spécifications. Examinons maintenant les éléments de base d'un rapport de contrôle des premières pièces :
Identification des pièces
C'est la zone qui vérifie le composant inspecté. La section d'identification de la pièce saisit le numéro de la pièce ainsi que la description, le niveau de révision et le numéro de série de la pièce s'il y en a un. Elle comprend également le numéro de dessin correspondant à la pièce et utilisé au cours de la production. Cela permet d'assurer une traçabilité complète et de faciliter l'accès au rapport et aux documents techniques dans le cadre du contrôle des versions.
Informations sur le fournisseur
Dans cette partie, il y a identification du fournisseur responsable de la pièce, avec le nom et l'adresse du fabricant ou du fournisseur. Une personne de contact, souvent issue du service de qualité ou d'ingénierie, peut être contactée en cas de questions ou de suivi. Cela garantit que les mécanismes appropriés pour répondre et établir le contact ont été mis en place.
Caractéristiques du produit
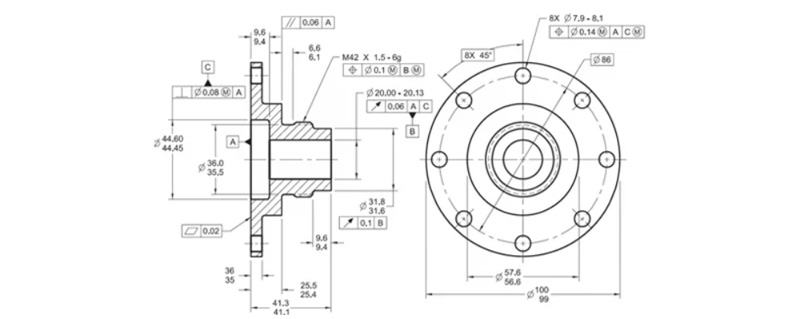
Dans ce domaine, toutes les dimensions et caractéristiques de la pièce critique sont répertoriées et évaluées. Il s'agit de la longueur, du diamètre, de l'épaisseur et des tolérances, c'est-à-dire des limites de variation autorisées. Elle comprend également les spécifications des matériaux, en d'autres termes, si la pièce est fabriquée en aluminium 6061 ou en acier inoxydable. Les finitions de surface requises sont documentées ici, y compris les exigences en matière de revêtement et de texture. Cette section garantit que tous les détails de la conception sont pris en considération lors de la fabrication des pièces les plus complexes.
Matériaux et procédés
Cette section fournit des détails sur les matières premières utilisées et sur la façon dont la pièce a été fabriquée. Elle confirme que les matériaux répondent aux normes requises et explique les processus de fabrication impliqués, tels que Usinage CNCIl peut s'agir d'une pièce en plastique, d'une pièce moulée, d'une pièce soudée ou d'une pièce traitée thermiquement. Cela permet de vérifier que non seulement la pièce, mais aussi la manière dont elle a été fabriquée, respectent les procédures requises.
Détails de l'inspection
Cette partie détaille les procédures et les méthodes utilisées pour effectuer l'inspection. Elle traite des outils tels que les pieds à coulisse, les micromètres ou une MMT (machine à mesurer tridimensionnelle) en fonction de la manière dont la pièce doit être mesurée. La date de l'inspection est enregistrée ainsi que le type de plan d'échantillonnage mis en œuvre, s'il s'agit d'un contrôle 100% ou d'un certain pourcentage de l'échantillonnage. Cela permet de s'assurer que cette inspection, en particulier, est correctement documentée.
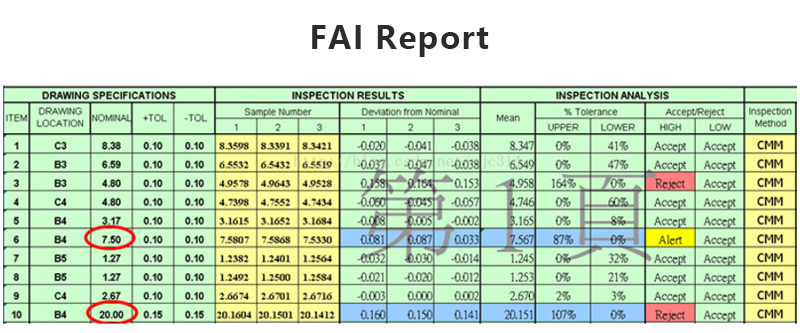
Résultats de l'inspection
Tous les résultats réels du rapport d'inspection de la première pièce se trouvent ici. Il s'agit notamment des valeurs mesurées, des tests effectués et de la conformité de chaque caractéristique avec les spécifications de conception. Les résultats sont documentés pour tous les tests effectués, qu'il s'agisse d'essais de dureté, de tests d'étanchéité ou de vérifications de l'ajustement et de la fonction. C'est ici qu'il est clair et évident que la pièce a réussi ou échoué sur la base des résultats de l'inspection.
Certifications et documentation
Il s'agit d'un ensemble de documents supplémentaires relatifs à l'inspection. Il peut s'agir de certificats de conformité, prouvant que la pièce est conforme à certaines normes de l'industrie ou du client. Il peut également s'agir de rapports d'essais de matériaux prouvant que les matériaux utilisés répondent effectivement aux spécifications requises. D'autres documents d'inspection, tels que des listes de contrôle internes ou des rapports d'essais externes, peuvent également être joints. Tous ces documents étayent les conclusions en apportant des vérifications supplémentaires.
Rapports de non-conformité (le cas échéant)
Si la pièce ne répond pas entièrement aux exigences de la conception, cette section documente ce qui n'a pas fonctionné. Elle explique le problème, par exemple une mesure hors tolérance ou un défaut dans le matériau, et décrit les mesures prises. Il peut s'agir de retravailler la pièce, de la mettre au rebut ou d'ajuster le processus pour résoudre le problème avant de continuer. Cela permet d'éviter que le même problème ne se reproduise et montre que l'on s'engage à corriger les erreurs correctement.
Autres informations pertinentes
La dernière section comprend les approbations, les signatures et tout autre commentaire utile. Le rapport est signé par le personnel autorisé, souvent de l'équipe de qualité ou d'ingénierie, pour confirmer officiellement les résultats. Toute note, observation ou suggestion supplémentaire peut être incluse ici afin de fournir un contexte ou des recommandations pour la production future.
Comme nous pouvons le constater, l'ensemble de la procédure du rapport d'inspection de la première pièce va au-delà de la simple paperasserie ; il s'agit plutôt d'un document qui renforce la qualité, la cohérence et la responsabilité. La saisie de la première pièce fabriquée avec tous les détails pertinents au moyen d'un document, qui soutient le processus, permet d'éviter les problèmes, ce qui contribue à réduire les retards, permettant ainsi de production à plein régime la disponibilité. Il s'agit d'un moyen efficace de renforcer les relations avec les fournisseurs et les clients, qui préserve méthodiquement la libre circulation des processus de production.
Outils et méthodes utilisés pour l'inspection du premier article
Les inspections du premier article, ou FAI, nécessitent toute une série d'outils et de techniques pour être effectuées correctement dans le cadre de différentes fonctions. Chaque outil contribue à l'inspection d'une pièce donnée et permet de s'assurer qu'elle est mesurée et évaluée avec la plus grande précision. Passons en revue quelques-uns des outils et méthodes les plus populaires.
Machines à mesurer tridimensionnelles (MMT)
Également appelées MMT, les machines à mesurer tridimensionnelles permettent de mesurer des formes géométriques et des conceptions complexes avec une précision étonnante. Les caractéristiques complexes et détaillées des pièces complexes peuvent être facilement mesurées à l'aide d'une MMT, contrairement à d'autres instruments manuels. Les MMT utilisent des palpeurs pour toucher les différents points accessibles de la pièce et générer une carte numérique, qui est ensuite comparée à la conception d'origine.

Pieds à coulisse et micromètres
L'épaisseur, la profondeur et le diamètre se mesurent le mieux avec des outils portatifs appelés micromètres et pieds à coulisse. Ces instruments font un excellent travail en mesurant de petites caractéristiques complexes avec des tolérances strictes. Bien que simples, ces outils fournissent des résultats cohérents et fiables lorsqu'ils sont utilisés correctement.
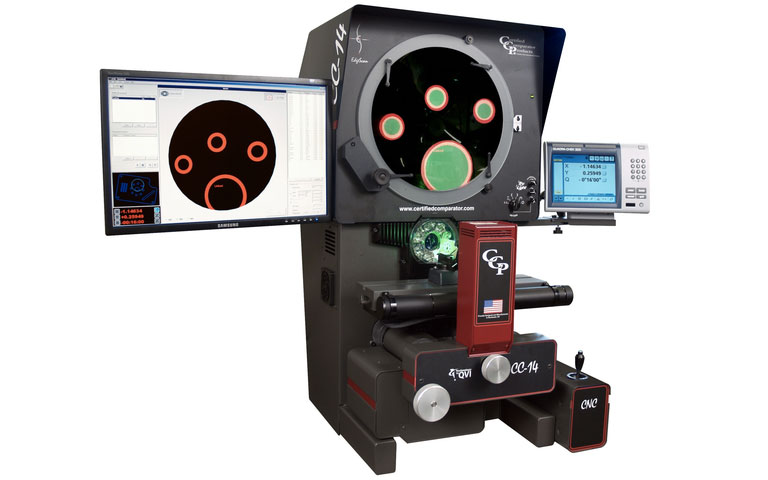
Comparateurs optiques
Comme tous les comparateurs, les comparateurs optiques utilisent un système de projection pour agrandir et montrer une pièce spécifique sur un écran. Cela permet de vérifier facilement la conformité avec les normes ou les mesures des dessins établis. Les comparateurs optiques sont les mieux adaptés pour mesurer les angles, les profils de contour et l'emplacement des trous dans la pièce.
Appareils d'essai de dureté
Ces testeurs sont utilisés pour mesurer la résistance d'un objet à l'indentation. Cet aspect est très important pour les composants soumis à des pressions élevées, à l'usure et à des contraintes inattendues. Une inspection lors d'un essai de dureté permet de déterminer si une pièce peut être utilisée dans le service prévu.

Plaques de surface
Une plaque de surface est également connue comme une base qui doit être plane et stable lors d'une inspection manuelle. Elle sert également de référence pour niveler les instruments de mesure afin de déterminer la planéité et la hauteur. Cela permet de s'assurer que toutes les mesures prises sont exactes et que la pièce est alignée conformément aux exigences de la conception.
Chacun de ces outils joue un rôle clé pour s'assurer que la pièce répond à toutes les spécifications. Ces inspecteurs peuvent déterminer la qualité de la pièce en ce qui concerne sa forme et sa taille, ainsi que la résistance du matériau et la finition de la surface.
Comment se préparer à une inspection au titre du premier article (FAI) ?
Une inspection du premier article réussie commence par une préparation méticuleuse. Une bonne planification permet de s'assurer que toutes les exigences essentielles sont satisfaites avant le début de l'inspection, ce qui réduit les retards et les problèmes de qualité potentiels. La liste de contrôle suivante couvre les étapes de préparation essentielles pour vérifier que la documentation, l'équipement, le personnel et les échantillons sont prêts. En menant à bien ces actions préparatoires, les fabricants peuvent effectuer une inspection complète et efficace qui répond à toutes les normes de qualité.
1. Examen de la documentation
S'assurer que tous les dessins techniques sont complets et reflètent la dernière révision. Vérifier que les modèles CAO correspondent aux spécifications de conception actuelles. Préparer des dessins à la bille avec toutes les caractéristiques critiques marquées pour l'inspection. Rassembler les certifications des matériaux (MTR) et la documentation des processus pour référence.
2. Planification des inspections
Définir des critères de mesure pour toutes les dimensions critiques afin de garantir la cohérence. Établir des tolérances de réussite ou d'échec pour chaque caractéristique en fonction des exigences de conception. Créer une séquence et une méthodologie d'inspection pour rationaliser le processus. Identifier les équipements d'inspection nécessaires et vérifier leur disponibilité.
3. Vérification de la documentation
Vérifier tous les numéros de pièces et les révisions par rapport aux documents d'ingénierie. Vérifier que les certifications des matériaux correspondent aux exigences spécifiées. Confirmer la validité des certifications de processus (traitement thermique, placage, etc.).
4. Contrôle dimensionnel
Mesurer toutes les caractéristiques critiques à l'aide de méthodes et d'outils approuvés. Enregistrer les mesures réelles avec les limites de tolérance correspondantes. Documenter immédiatement toute condition hors tolérance.
5. Essais fonctionnels
Effectuer des essais opérationnels si les spécifications de conception l'exigent. Valider l'ajustement de l'assemblage avec les composants correspondants, le cas échéant. Enregistrer avec précision tous les paramètres et résultats des essais.
6. Inspection visuelle et de surface
Examiner la finition de la surface en fonction des exigences spécifiées. Vérifier l'absence de défauts esthétiques conformément aux normes d'acceptation. Vérifier l'ébavurage et l'état des bords.
7. Vérification finale
Examiner toutes les données collectées pour s'assurer qu'elles sont complètes. Confirmer que toutes les caractéristiques requises ont été inspectées. Préparer une recommandation préliminaire sur la disposition.
8. Rapports et approbation
Remplir tous les formulaires requis pour le rapport d'inspection de la première pièce (AS9102 ou équivalent). Obtenir les approbations de qualité nécessaires avant la libération. Archiver les rapports d'inspection conformément aux procédures de contrôle des documents.
Résultats d'une inspection au titre du premier article
La documentation issue d'une inspection du premier article (FAI) comprend les vérifications suivantes ;
Rapport d'inspection du premier article (FAIR)
Il s'agit du document qui contient toutes les informations recueillies après les inspections. Il s'agit notamment de rapports sur les dimensions qui indiquent les valeurs réelles par rapport aux spécifications du dessin, de certifications des matériaux telles que les MTR (Mill Test Reports) qui prouvent le matériau utilisé, de documentation sur les processus spéciaux tels que le placage, le traitement thermique et les tests fonctionnels qui prouvent les exercices opérationnels.
AS9102 Formulaires standard (pour l'aérospatiale)
L'industrie aérospatiale dispose de ces trois formulaires dans le cadre des normes AS9102. Le formulaire 1 concerne l'imputabilité du numéro de pièce, qui garantit la validation des numéros de pièces, des révisions de dessins et des numéros de série corrects. Le formulaire 2 traite de l'imputabilité des produits, qui permet de saisir les matières premières, les composants et les processus spéciaux qui leur sont dédiés. La responsabilité des caractéristiques est documentée dans le formulaire 3 et toutes les caractéristiques qui ont été mesurées et qui ont fait l'objet d'une réclamation sont répertoriées.
Dessins en ballon
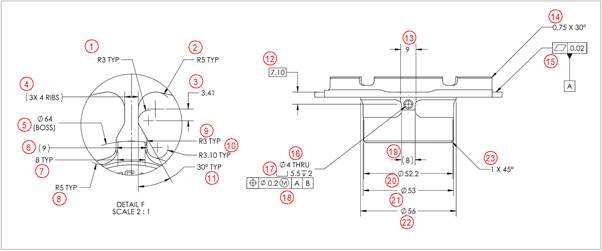
Les ballons qui identifient chaque élément inspecté sont placés sur les dessins techniques correspondants. Ces dessins peuvent localiser chaque dimension fondamentale, y compris les tolérances qui sont censées avoir été vérifiées, et garantir que les exigences de conception et les résultats de l'inspection sont alignés.
Documentation sur les changements
Lorsque des modifications sont apportées à la conception ou au processus, cette documentation enregistre toutes les modifications. Elle comprend les dessins techniques révisés reflétant les mises à jour, les ordres de modification autorisant et décrivant les changements, et les spécifications matérielles mises à jour si de nouveaux matériaux sont introduits.
Documentation d'approbation et de validation
Il s'agit du dernier ensemble de documents et il vérifie que la pièce donnée est prête pour la production. Les certificats d'approbation sont délivrés par des signataires de qualité pour déclarer que la conformité a été respectée, les notes de mise en production détaillent toutes les restrictions ou conditions de production approuvées, et des vérifications supplémentaires garantissant que d'autres normes de fabrication ont été validées comprennent des certifications d'assurance qualité telles que l'ISO ou l'AS9100.
Rapports de non-conformité
Au cours de l'inspection, si des écarts sont constatés, ils sont documentés dans des rapports de non-conformité (RNC). Ces documents expliquent le type de non-conformité, l'impact décrit, ainsi que les mesures correctives qui ont été prises ou qui sont prévues pour résoudre l'anomalie.
Dossiers justificatifs
Les documents supplémentaires peuvent inclure les listes de contrôle utilisées au cours du processus FAI, les certificats d'étalonnage de l'équipement de mesure pour garantir la précision, et les certifications des opérateurs validant que le personnel formé a effectué les inspections.
À propos de SogaWorks
SogaWorks est une plateforme en ligne tout-en-un pour les pièces mécaniques personnalisées, connectant plus de 1 000 usines de premier plan pour servir les startups et les grandes entreprises. Nous offrons des solutions de fabrication flexibles pour le prototypage rapide, les essais en petite quantité et la production à grande échelle avec des services tels que l'usinage CNC, l'impression 3D, la fabrication de tôles, la coulée d'uréthane et le moulage par injection. Grâce à son moteur de devis alimenté par l'IA, SogaWorks est en mesure de fournir des devis en 5 secondes, de trouver la meilleure capacité et de suivre chaque étape. Cela permet de réduire les délais de livraison et d'améliorer la qualité des produits.



