
Vue d'ensemble du pliage de la tôle
Le cintrage est un processus utilisé pour déformer le métal à l'aide d'une force et le plier dans la direction souhaitée pour créer une forme spécifique. Il est réalisé à l'aide de machines à rouler et de presses plieuses. Il existe plusieurs types de machines à rouler, qui peuvent rouler la tôle en différentes formes dans certaines limites.

Il existe différentes méthodes de pliage des tôles :
- Cintrage en V : L'outil de pliage fournit la force nécessaire pour plier le matériau métallique (placé sur la matrice en V) aux angles souhaités. Cette technique permet de plier des plaques d'acier sans modifier leur position.
- Pliage de rouleaux : Cette technique consiste à plier les tôles d'acier en formes courbes ou en rouleaux. Elle fait appel à la presse plieuse, à une presse hydraulique et à trois rouleaux pour obtenir la courbe souhaitée. Elle est idéale pour les cônes, les tubes et autres matériaux en forme de creux.
- Cintrage en U : Ce processus de pliage est similaire au pliage en V. La seule différence est qu'il utilise une matrice en U et que les pièces finales sont en forme de U. La seule différence est qu'il utilise une matrice en U et que les pièces finales sont en forme de U.
- Pliage rotatif : Cette technique consiste à plier les métaux pour créer des arêtes vives. C'est une excellente option pour les angles de pliage supérieurs à 90°.
- Essuyer en pliant : Il utilise une matrice pour mesurer le rayon de courbure de la feuille.
Le cintrage convient mieux aux matériaux malléables, mais pas durs ou cassants. C'est un bon choix pour les aciers à ressorts et les aciers doux, l'aluminium 5052 et le cuivre.
Lignes directrices pour le pliage de la tôle
Afin d'obtenir de meilleurs résultats de fabrication, vous devez tenir compte des facteurs suivants lors de la conception des pièces de tôle.
Tolérance
Fabrication de tôles Les tolérances désignent les écarts acceptables des caractéristiques des pièces de tôlerie nécessaires à une installation et une intégration précises et cohérentes.
Pour les pièces en tôle, nous utilisons ISO 2768-c pour s'assurer que les éléments géométriques et dimensionnels sont correctement contrôlés.
| Détail des dimensions | Tolérance |
| Taille des trous | ±0.005″ |
| Bord à bord, surface unique | ±0.010″ |
| Bord à bord, surface unique | ±0.010″ |
| Trou à trou, surface unique | ±0.005″ |
| Pliage sur le bord / le trou, surface unique | ±0.015″ |
| Plier pour plier | ±0.020″ |
| D'un bord à l'autre, de multiples surfaces | ±0.030″ |
| Sur la partie formée, surface multiple | ±0.030″ |
| Angle de courbure | ±1° |
Rayon de courbure
Le rayon de courbure minimum peut varier en fonction des matériaux. Lorsque le rayon est inférieur à celui recommandé, il peut entraîner un écoulement du matériau dans le cas d'un matériau mou et une rupture dans le cas d'un matériau dur. Pour garantir la résistance au pliage, le rayon de pliage de la tôle doit être supérieur au rayon de pliage minimal du matériau. Le tableau suivant indique le rayon de pliage minimal de divers matériaux de tôle. t représente l'épaisseur de la tôle.
| Matériaux | Condition souple | Conditions difficiles |
| Alliages d'aluminium | 0 | 6t |
| Bronze | 0 | 4t |
| Laiton | 0 | 2t |
| Acier inoxydable | 0.5t | 6t |
| Acier à faible teneur en carbone | 0.5t | 4t |
| Alliage de titane | 2.6t | 4t |
Les normes de chaque fabricant peuvent être différentes. Il est recommandé de choisir raisonnablement la norme en fonction de la situation réelle.
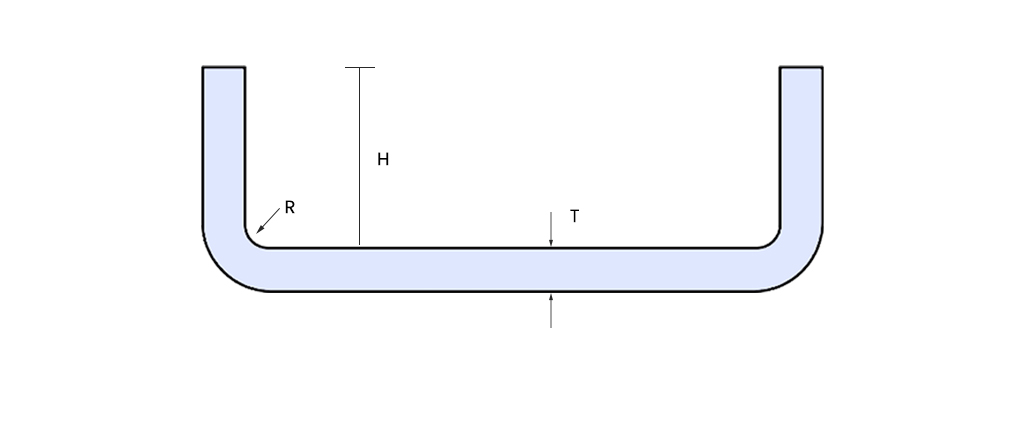
Hauteur de pliage
La hauteur de pliage doit être au moins égale à deux fois l'épaisseur de la tôle plus le rayon de pliage, c'est-à-dire que la hauteur de pliage doit être égale à deux fois l'épaisseur de la tôle plus le rayon de pliage, H ≥ 2T + R. Si la hauteur de pliage est trop petite, la tôle se déformera facilement pendant le pliage et il sera difficile d'obtenir la forme idéale et la précision dimensionnelle.
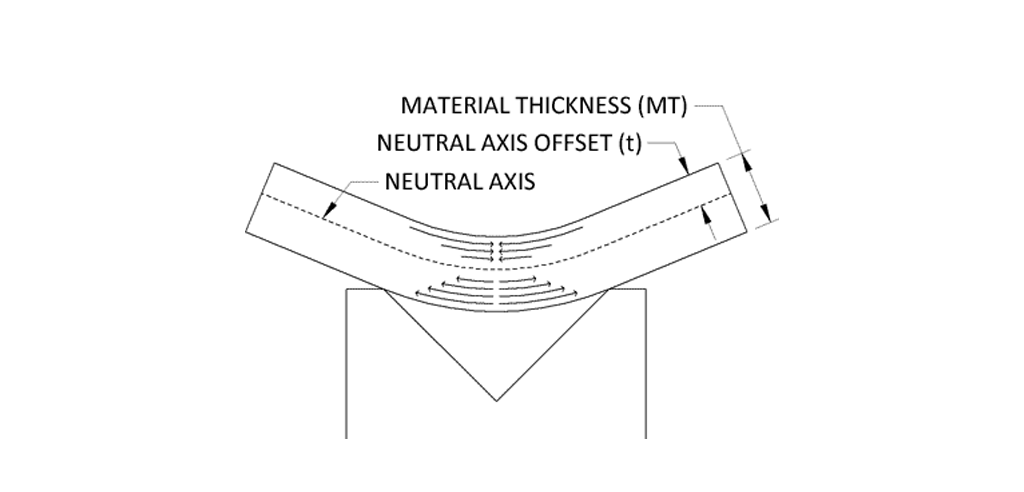
Tolérance de flexion
Si vous pliez une tôle d'acier, l'axe neutre est déplacé vers la surface intérieure qui est pliée. Le facteur K représente la relation entre l'emplacement de l'axe neutre (t) et l'épaisseur du matériau (MT) qui est utilisée pour déterminer la surépaisseur de votre pliage (facteur K = t/MT). Le facteur K idéal se situe entre 0,3 mm et 0,5 mm.
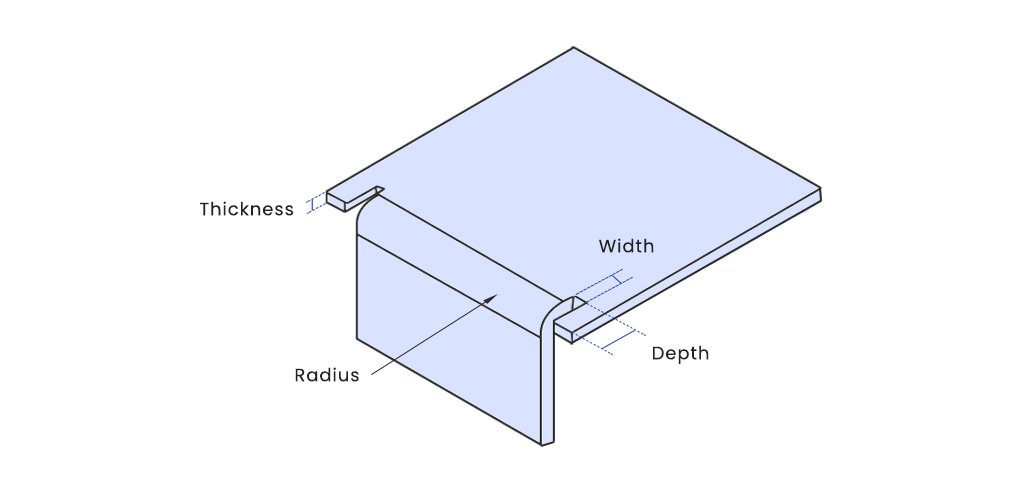
Soulagement de la flexion
Lorsqu'un pli est trop proche de la surface du bord adjacent, le matériau a tendance à se rompre. Pour éviter les déchirures, il convient de découper un relief de pliage dans le composant. La longueur du relief doit être supérieure au rayon de courbure et la largeur doit être au moins égale à l'épaisseur du matériau.
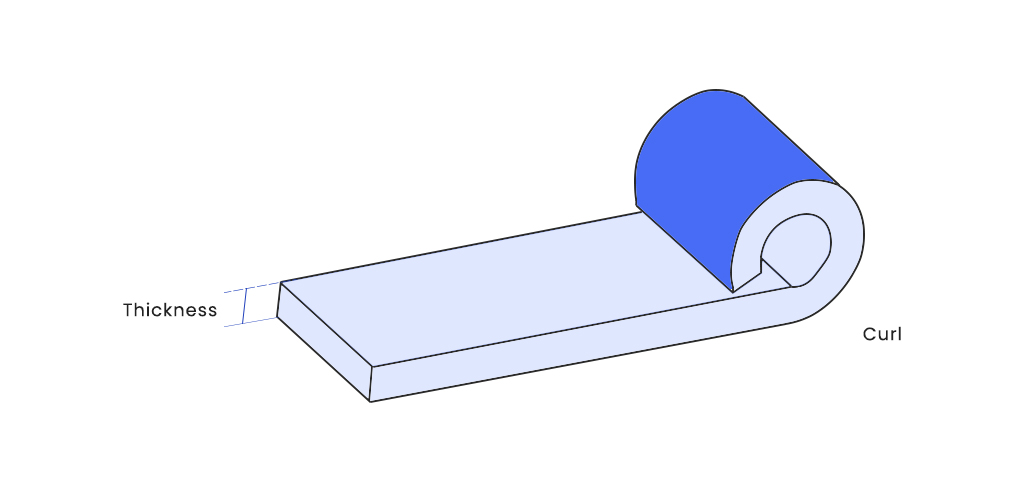
Caractéristiques des boucles
L'enroulement est le processus qui consiste à ajouter un rouleau circulaire creux sur le bord d'une feuille. Les boucles sont généralement employées pour éliminer les arêtes vives et garantir la sécurité de la manipulation. Il est suggéré que :
- Le rayon extérieur d'une boucle doit être au moins deux fois supérieur à l'épaisseur du matériau.
- La taille du trou doit être au moins égale au rayon de la boucle plus l'épaisseur du matériau dérivé de la boucle.
- Une courbure doit être au moins égale au diamètre de la boucle plus 6 fois l'épaisseur du matériau de la caractéristique de la boucle.
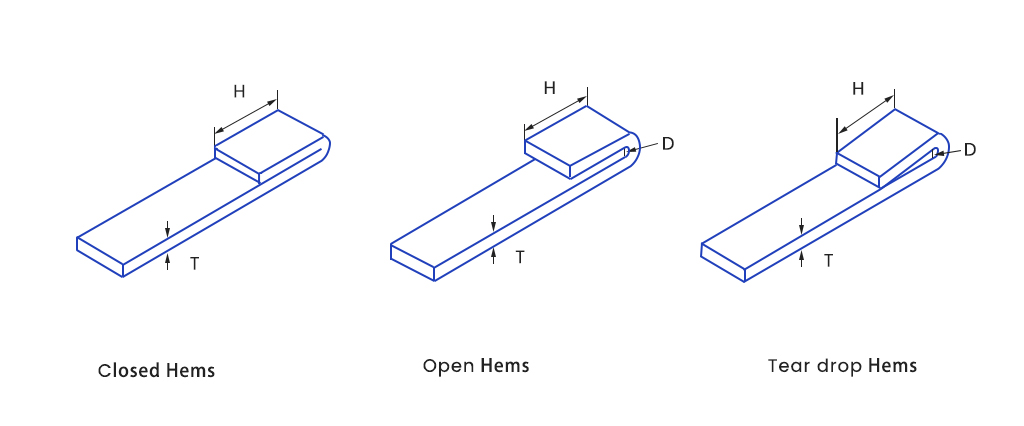
Caractéristiques des ourlets
Les ourlets sont des plis qui sont rattachés au métal et qui prennent la forme d'un U. Les caractéristiques de l'ourlet sont généralement utilisées pour donner de la solidité à la pièce et pour assembler des parties. Les trois principaux types d'ourlets que les professionnels de l'industrie et de la conception doivent connaître sont l'ourlet ouvert, l'ourlet fermé et l'ourlet en forme de goutte d'eau.
- Ourlet fermé: L'ourlet fermé est fermé hermétiquement, sans espace. Le diamètre intérieur doit être égal à l'épaisseur du matériau.(D=T)La longueur de l'ourlet de retour doit être au moins égale à 6 fois l'épaisseur du matériau.(H ≥ 6T).
- Ourlet ouvert: Cet ourlet présente un petit espace qui laisse le pli ouvert. La longueur de retour recommandée doit être au moins 4 fois supérieure à l'épaisseur du tissu.(H ≥ 4T).
- Ourlet déchiré: Ce type d'ourlet est une goutte d'eau allongée. Le diamètre intérieur doit être au moins égal à l'épaisseur du matériau.(D=T) et une longueur de retour d'au moins 4 fois l'épaisseur(H ≥ 4T).
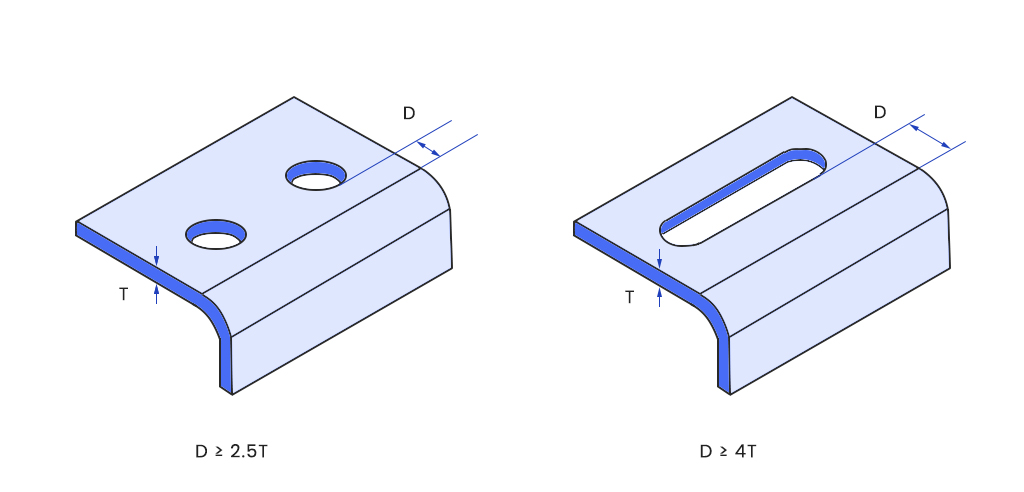
Trous et fentes
Les trous ou les fentes placés à proximité des coudes ont tendance à se déformer pendant le pliage. Pour garantir un résultat de cintrage réussi, il est conseillé d'éloigner les trous des coudes d'au moins 2,5 fois l'épaisseur du matériau (T) plus le rayon de courbure (R). Lorsque l'on utilise des fentes pour le cintrage, il est conseillé de les placer à au moins 4 fois l'épaisseur du matériau plus le rayon de cintrage, à l'écart du cintrage.
Les fentes et les trous qui sont trop proches du bord de la pièce peuvent causer un problème de bombement. Il est conseillé de laisser un espace d'au moins deux fois l'épaisseur de la feuille entre les trous extrudés et le bord de la pièce.
Commencez vos projets de tôlerie
Chez SogaWorks, nous proposons des services de fabrication, de formage et de pliage de tôle de haute précision, rapides et de qualité, pour la création de pièces en tôle d'aluminium, d'acier inoxydable, d'acier, d'alliages de cuivre, et bien d'autres encore. Pour obtenir un devis immédiat, télécharger vos modèles sur notre plateforme de devis instantané.

