La rugosité de surface (Ra) est la mesure en micromètres des pics et des creux microscopiques à la surface des matériaux, elle décrit les irrégularités microscopiques à la surface des matériaux. La rugosité de surface joue un rôle essentiel dans les performances fonctionnelles. Par exemple, une rugosité de surface inappropriée entraînera des défaillances précoces et une diminution de la capacité de charge des rainures des bagues de roulement. Cet article aborde les bases de la rugosité de surface, les techniques de mesure et la manière de faire un choix.
Qu'est-ce que l'état de surface ?
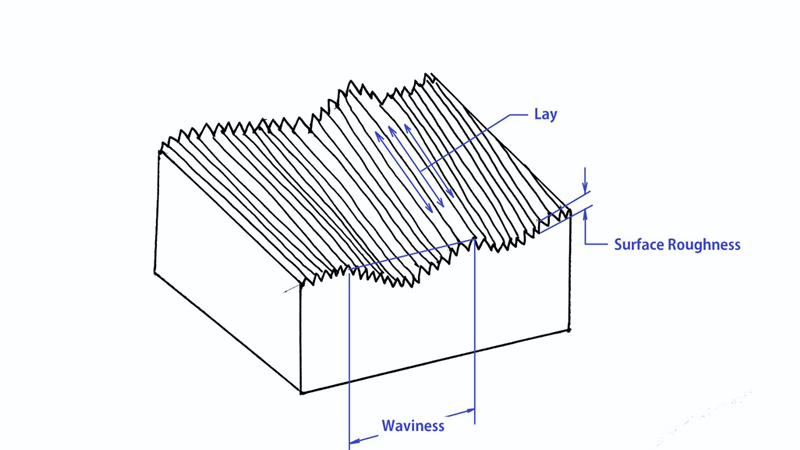
L'état de surface se compose de trois éléments distincts : la rugosité, l'épaisseur et l'ondulation. Toutefois, il n'est pas rare que, dans les ateliers d'usinage, le terme "état de surface" soit utilisé pour décrire uniquement la rugosité de la surface. La rugosité est l'aspect de l'état de surface le plus souvent spécifié.
Laïcité
La disposition est le terme utilisé pour décrire le motif dominant d'une surface et l'orientation de ce motif. La disposition est généralement produite par le processus de fabrication et peut être parallèle, perpendiculaire, circulaire, hachurée, radiale, multidirectionnelle ou isotrope (non directionnelle).
La disposition fait référence au motif principal d'une surface et à l'orientation de ce motif. Il s'agit généralement d'un sous-produit du processus de fabrication. Les différents types de couches peuvent être parallèles, perpendiculaires, circulaires, hachurées, radiales, multidirectionnelles ou isotropes (sans direction préférentielle).
Ondulation
L'ondulation fait référence aux variations de l'état de surface qui sont les plus espacées. De la manière la plus générale, les irrégularités périodiques de la surface sont plus grandes que la longueur d'échantillonnage utilisée pour mesurer la rugosité. Cependant, elles sont moins petites, plus courtes et plus réglementées que les défauts de planéité. Il est courant que l'ondulation de la surface soit due à un gauchissement lors du chauffage et du refroidissement, ou à des erreurs d'usinage, ces erreurs étant la conséquence d'un broutage ou d'une déflexion.
La longueur d'évaluation est utilisée pour mesurer l'ondulation et un profil d'ondulation est généré dans cette longueur. Le profil d'ondulation n'inclut pas les irrégularités de la surface dues à la rugosité, à la planéité ou aux variations de forme. La distance entre les crêtes des vagues est appelée espacement d'ondulation (Wsm), tandis que la hauteur des vagues est établie par des paramètres tels que l'ondulation moyenne (Wa) ou l'ondulation totale (Wt). Les spécifications d'ondulation sont moins courantes que les spécifications de rugosité, mais elles sont très importantes pour les bagues de roulement ou les surfaces d'étanchéité.
Rugosité de surface
La rugosité de la surface peut être considérée comme les pics et les vallées étroitement espacés sur une surface, et elle est le résultat de l'état du matériau et du processus de production utilisé.
Critères d'évaluation de la rugosité de surface
Longueur d'échantillonnage
La longueur d'échantillonnage est une longueur de référence spécifiée utilisée pour évaluer la rugosité de la surface. Elle doit être choisie en fonction des caractéristiques de formation et de texture de la surface. La longueur sélectionnée doit représenter avec précision les caractéristiques de rugosité de la surface. Lors de la mesure, la longueur d'échantillonnage doit suivre la direction générale du contour de la surface. L'objectif de la définition et de la sélection d'une longueur d'échantillonnage est de minimiser l'influence de l'ondulation et des erreurs de forme sur les résultats de la mesure de la rugosité.
Durée de l'évaluation
La longueur d'évaluation est la longueur totale utilisée pour évaluer la rugosité de la surface. Elle se compose d'une ou de plusieurs longueurs d'échantillonnage. Étant donné que la rugosité de la surface peut varier d'une zone à l'autre d'une pièce, une seule longueur d'échantillonnage peut ne pas représenter entièrement ses caractéristiques de rugosité. Plusieurs longueurs d'échantillonnage sont prises pour obtenir une évaluation plus précise. En général, la longueur d'évaluation comprend 5 longueurs d'échantillonnage.
Ligne de référence
La ligne de référence est la ligne de base utilisée pour déterminer les paramètres de rugosité de la surface. Il en existe deux types :
- Ligne moyenne des moindres carrés : Ligne de contour géométrique qui minimise la somme des écarts quadratiques de tous les points situés à l'intérieur de la longueur d'échantillonnage. Elle constitue une représentation mathématique idéale du profil de la surface.
- Ligne de moyenne arithmétique : Cette ligne garantit que les zones du profil situées au-dessus et au-dessous d'elle sont égales à l'intérieur de la longueur d'échantillonnage.
La ligne de la moyenne des moindres carrés est la ligne de référence idéale, mais elle est difficile à appliquer dans la pratique. C'est pourquoi la ligne de la moyenne arithmétique est couramment utilisée à la place. Une ligne droite ayant une position similaire est souvent utilisée comme approximation pendant la mesure.
Terminologie de la rugosité de surface
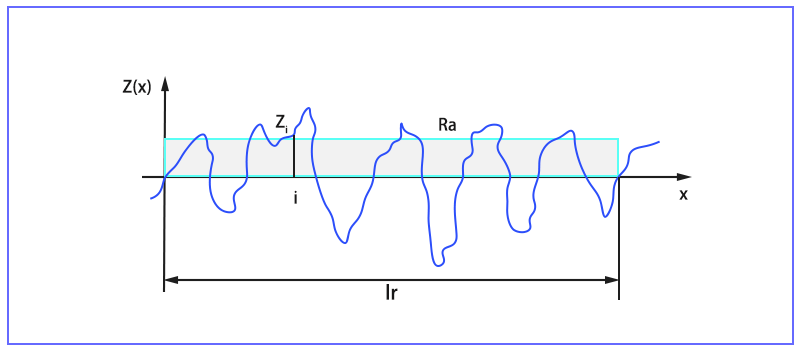
Ra - La moyenne numérique de tous les pics et vallées sur la longueur de l'évaluation. Elle est également appelée moyenne de l'axe central (CLA).
Rz - Moyenne des pics les plus élevés et des vallées les plus basses consécutifs. La distance verticale entre le pic le plus élevé et la vallée la plus basse, la distance entre le deuxième pic le plus élevé et la deuxième vallée la plus basse, etc. Cette opération est généralement effectuée pour les cinq écarts les plus importants, puis une moyenne est calculée. Cette méthode permet d'éliminer les erreurs car Ra est relativement insensible à certains extrêmes.
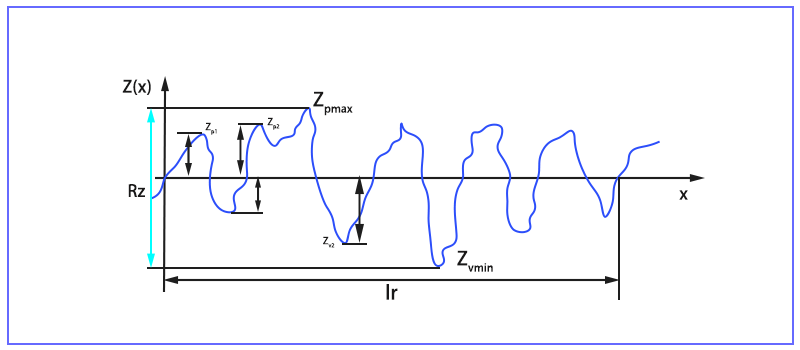
Rmax - Distance verticale entre le sommet le plus élevé et la vallée la plus basse, calculée sur la longueur de l'échantillonnage.
Rp - Distance calculée entre le sommet le plus élevé du profil et la ligne moyenne à l'intérieur de la longueur d'évaluation.
Rv - Distance calculée entre la vallée la plus basse du profil et la ligne moyenne à l'intérieur de la longueur d'évaluation.
Tableau de conversion de la rugosité de surface
Le tableau ci-dessous présente la conversion entre les unités standard de l'industrie pour la mesure de la rugosité de surface. La connaissance de la conversion d'une unité industrielle alternative - par exemple, la rugosité de surface Ra en métrique et en impérial - à l'ISO pourrait bien être utile pour déterminer comment vous souhaitez obtenir votre finition de surface.
| Ra(um) | Ra(μin) | RMS(μin) | Rz(μm) | Échelle N (ISO 1302) |
| 0.025 | 1 | 1.1 | 0.3 | N1 |
| 0.05 | 2 | 2.2 | 0.5 | N2 |
| 0.1 | 4 | 4.4 | 0.4 | N3 |
| 0.2 | 8 | 8.8 | 0.8 | N4 |
| 0.4 | 16 | 17.6 | 1.6 | N5 |
| 0.8 | 32 | 32.5 | 3.2 | N6 |
| 1.6 | 63 | 64.3 | 6.3 | N7 |
| 3.2 | 125 | 137.5 | 12.5 | N8 |
| 6.3 | 250 | 275 | 5 | N9 |
| 12.5 | 500 | 550 | 50 | N10 |
| 25 | 1000 | 1100 | 100 | N11 |
| 50 | 2000 | 2200 | 200 | N12 |
Comment mesurer la rugosité de surface
Il existe plusieurs méthodes de mesure de la rugosité de surface, que l'on peut généralement diviser en quatre types : la mesure par contact, la mesure sans contact, la comparaison avec des échantillons connus et les méthodes en cours de fabrication.
Contact Stylus Profilometer
La mesure par contact est la méthode la plus couramment utilisée. Ce stylet en diamant se déplace de haut en bas lorsqu'il rencontre des pics et des vallées. Le déplacement est converti en valeurs numériques et affiché sur l'écran du profilomètre. Cette méthode permet souvent de mesurer jusqu'à 20 mm. Les profilomètres ne doivent pas être utilisés pour les surfaces molles ou facilement déformables, car le contact peut altérer la texture de la surface.
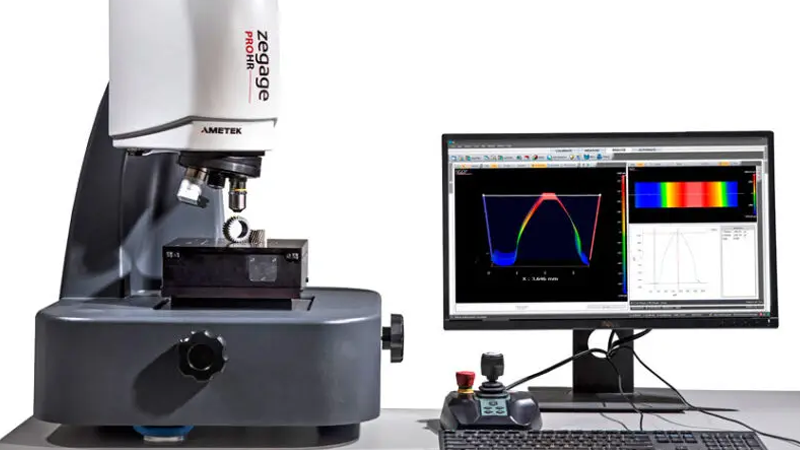
Méthodes sans contact
La mesure sans contact utilise l'optique ou la lumière pour mesurer la rugosité de la surface sans contact direct, comme la microscopie confocale à balayage laser et la triangulation laser. Un faisceau est projeté sur la surface pour mesurer la diffraction et les signaux réfléchis. Ces méthodes sont idéales pour les matériaux souples et les géométries complexes en raison de leur absence de contact avec la surface. Cependant, la précision est facilement affectée par la réflectivité et la couleur de la surface.
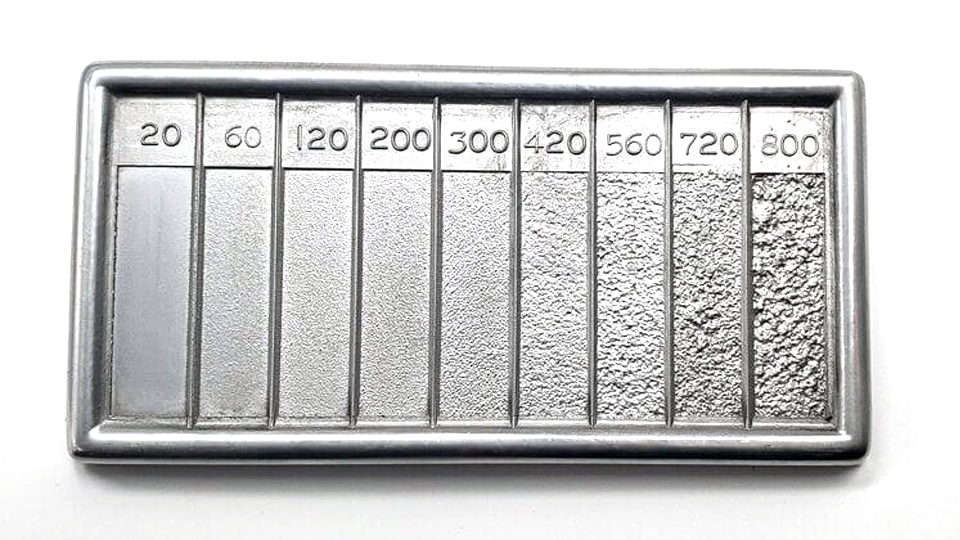
Méthodes de comparaison
Les méthodes de comparaison utilisent des échantillons de rugosité de surface générés par des processus ou des équipements spécifiques. Les fabricants peuvent évaluer les paramètres de rugosité en comparant la surface avec l'échantillon à l'aide des sens tactile et visuel.
Méthodes en cours
les méthodes en cours de fabrication, telles que l'inductance, qui mesure la rugosité de la surface à l'aide de matériaux magnétiques et d'énergie électromagnétique. Ensuite, la valeur paramétrique mesurée peut aider à trouver des paramètres comparatifs de rugosité.
Comment choisir la rugosité de surface appropriée ?
Dans certaines applications, la rugosité de la surface n'a pas beaucoup d'importance. Cependant, elle revêt une importance significative dans plusieurs autres scénarios. Dans les utilisations critiques, la rugosité de surface peut avoir un impact sur la fonctionnalité, les performances, la durabilité et l'apparence des pièces. Elle influe également sur la durée et le coût de l'usinage.
Les exigences relatives au niveau de rugosité de la surface dans l'usinage CNC varient en fonction des différentes applications. Il n'existe pas de niveau de rugosité de surface intrinsèquement bon ou mauvais ; il s'agit plutôt de savoir s'il répond aux exigences spécifiques. Il est donc très important de déterminer la rugosité de surface d'usinage CNC appropriée pour votre pièce. Les facteurs suivants doivent être pris en compte lors du processus de sélection.
Fonctionnalité et objectif
Lorsqu'il s'agit de choisir la bonne rugosité de surface pour l'usinage CNC, l'utilisation prévue de votre pièce est le facteur le plus important à prendre en compte. La rugosité de surface peut affecter les caractéristiques de votre pièce et la manière dont elle interagit avec d'autres pièces et l'environnement de travail. Elle peut influencer le coefficient de frottement, les niveaux de bruit, la résistance à l'usure, la capacité d'absorption, les propriétés optiques, la capacité de charge, la durabilité, la conductivité électrique, la lubrification et bien d'autres fonctions et propriétés. Le tableau ci-dessous détaille les différentes fonctions des pièces usinées CNC, l'impact de la rugosité de surface sur ces fonctions et les niveaux de rugosité de surface recommandés correspondants.
Le tableau ci-dessous indique la rugosité courante pour différents procédés de fabrication.
| Processus | Commune Ra(um) |
| Broyage | 0.2 - 1.6 |
| Honage | 0.1-0.8 |
| Électropolissage | 0.1-0.8 |
| Polissage | 0.1-0.4 |
| Rodage | 0.05-0.4 |
| Superfinition | 0.025-0.2 |
| Fraisage | 0.8-6.3 |
| Tournage | 0.4-6.3 |
| Forage | 1.6-6.3 |
| EDM | 1.6-3.2 |
| Forgeage | 3.2-12.5 |
| Découpe au laser | 0.8-6.3 |
| Extrusion | 0.8-3.2 |
Coût et délai de production
L'obtention d'une rugosité de surface plus lisse dans le cadre de l'usinage CNC nécessite davantage de travail d'usinage. Pour obtenir des valeurs de rugosité faibles, il faut des vitesses de machine plus lentes, des avances plus fines et des coupes moins profondes. Pour des niveaux Ra de 0,4 et moins, un polissage supplémentaire peut être nécessaire. Le processus de fabrication précis et ces étapes supplémentaires demandent plus de temps et d'efforts, ce qui augmente le coût de production.
À propos de SogaWorks
SogaWorks est une plateforme en ligne tout-en-un pour les pièces mécaniques personnalisées, connectant plus de 1 000 usines de premier plan pour servir les startups et les grandes entreprises. Nous offrons des solutions de fabrication flexibles pour le prototypage rapide, les essais en petite quantité et la production à grande échelle avec des services tels que l'usinage CNC, l'impression 3D, la fabrication de tôles, la coulée d'uréthane et le moulage par injection. Grâce à son moteur de devis alimenté par l'IA, SogaWorks est en mesure de fournir des devis en 5 secondes, de trouver la meilleure capacité et de suivre chaque étape. Cela permet de réduire les délais de livraison et d'améliorer la qualité des produits.